Тема 14
Контроль параметров надрессорной балки тележки модели 18-578
1 Контроль размера подпятника для установки прокладки с обеспечением конусности 1: 12,5 («И»)
Контроль размера (диаметра) подпятника для установки прокладки производится штангенциркулем ШЦ-III -400-0,1 ГОСТ 166-89, как показано на рисунке 1.
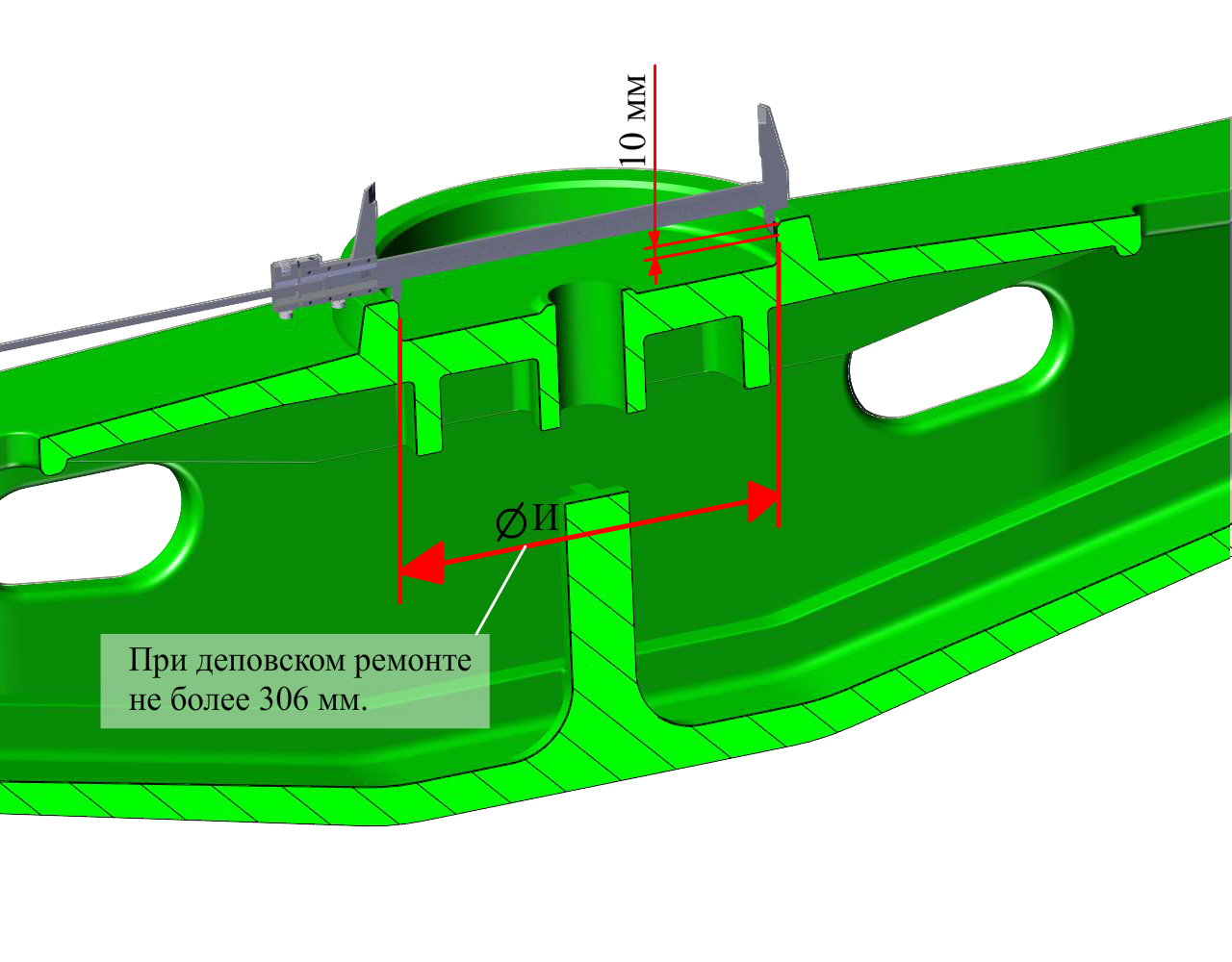
Рисунок 1 – Штангенциркуль ШЦ-III-400-0,1.
Контроль выработки подпятника по диаметру производится на глубине 10 мм от верхней горизонтальной поверхности бурта подпятника с учетом конусности 1:12,5. Измерения производятся в двух взаимноперпендикулярных плоскостях. Диаметр подпятника при капитальном ремонте должен быть мм, при деповском ремонте - не более 306 мм.
За действительный размер принимается наибольший.
Для измерения глубины подпятника используется штанген подпятника T914.06.000 или штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89.
Для измерения глубины подпятника штанген подпятника T914.06.000 устанавливается на наружные бурта подпятника, как показано на рисунке 2, и вертикальный движок перемещается на место проведения измерения. Планка движка опускается до соприкосновения с опорной поверхностью подпятника. Глубина опорной поверхности подпятника будет равна показанию движка.
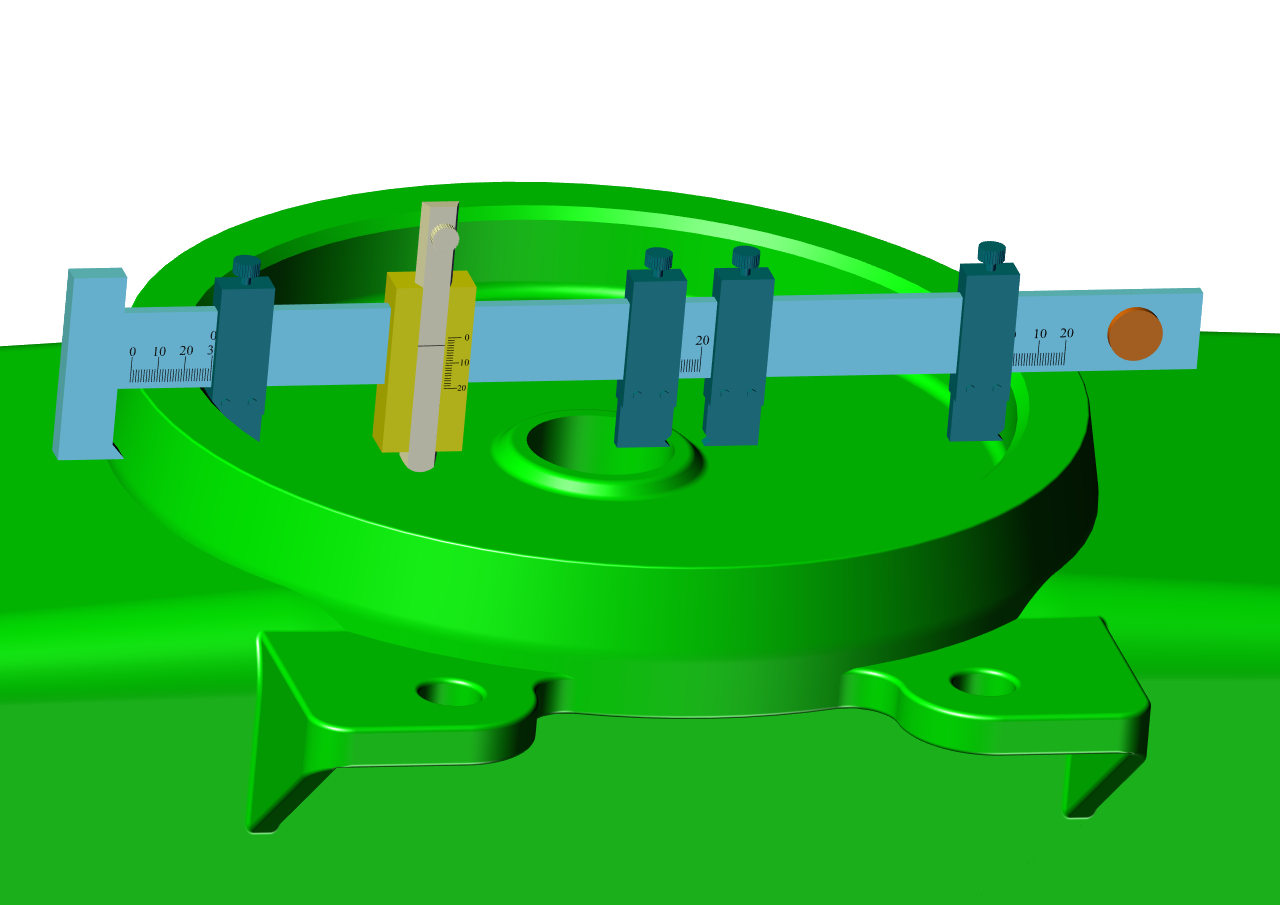
Рисунок 2 – Штанген подпятника T914.06.000.
При измерении штангенциркулем глубина подпятника будет равна величине показаний штангенциркуля за вычетом размера линейки поверочной, используемой при измерении.
Измерения производится у основания наружного бурта в двух взаимноперпендикулярных плоскостях по осям симметрии надрессорной балки.
Глубина подпятника при деповском и капитальном ремонте должна быть 37+1,0-2,0 мм.
За действительный размер принимается максимальный.
2 Контроль размера подпятника под чашу с обеспечением конусности 1:12,5 («И») (только для тележки модели 18-578)
Измерения производить аналогично п.1.
Диаметр подпятника под чашу должен быть при деповском ремонте 315+2.0 мм, при капитальном ремонте - 315 +1.0 +0,2 мм. глубина подпятника при капитальном и деповском ремонте - 37 +1-2 мм.
3 Контроль размеров чаши (только для тележек модели 18-578)
Для контроля внутреннего и наружного диаметра чаши используется штангенциркуль ШЦ-III-400-0,1 ГОС 166-89.
Внутренний диаметр чаши при деповском ремонте должен быть 304 мм. При капитальном ремонте - 300 +1,8+0,5 мм; наружный диаметр чаши при деповском ремонте 314 мм, при капитальном ремонте - 315-0,5 мм.
Для контроля глубины чаши и толщины стенки чаши используется штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89. Глубина чаши при деповском ремонте должна быть 33 мм, при капитальном - 30+1.0-2.0 мм толщина стенки чаши при деповском ремонте - не менее 3,5 мм. При капитальном ремонте устанавливается новая чаша толщиной (6,5±0,35) мм. (см. рисунок 3)
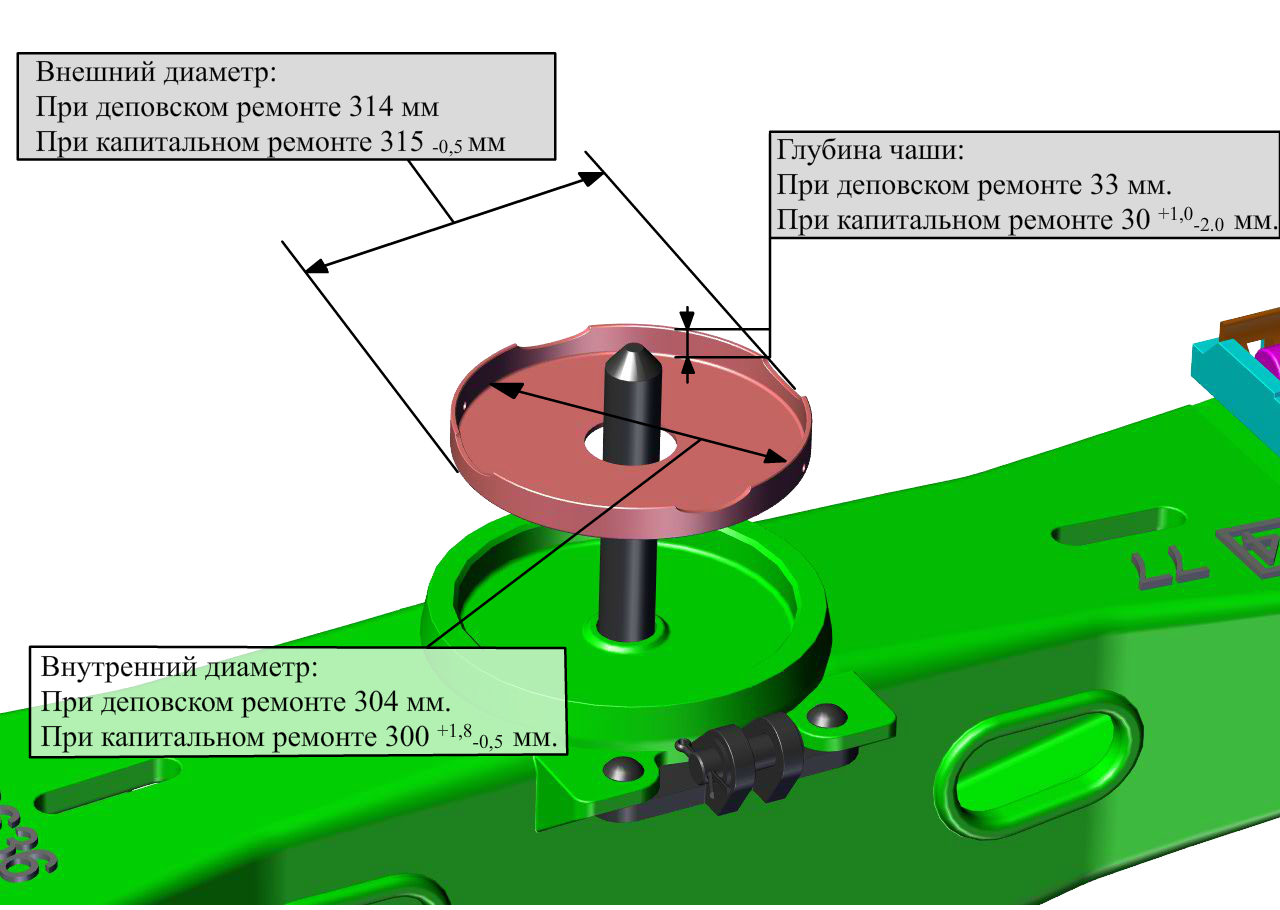
Рисунок 3 – Контроль размеров чаши.
При измерениях за действительные размеры принимаются максимальные.
4 Контроль ширины клинового проема «е»
Контроль ширины клинового проема «е» проводить шаблоном T914.007, как показано на рисунке 4.
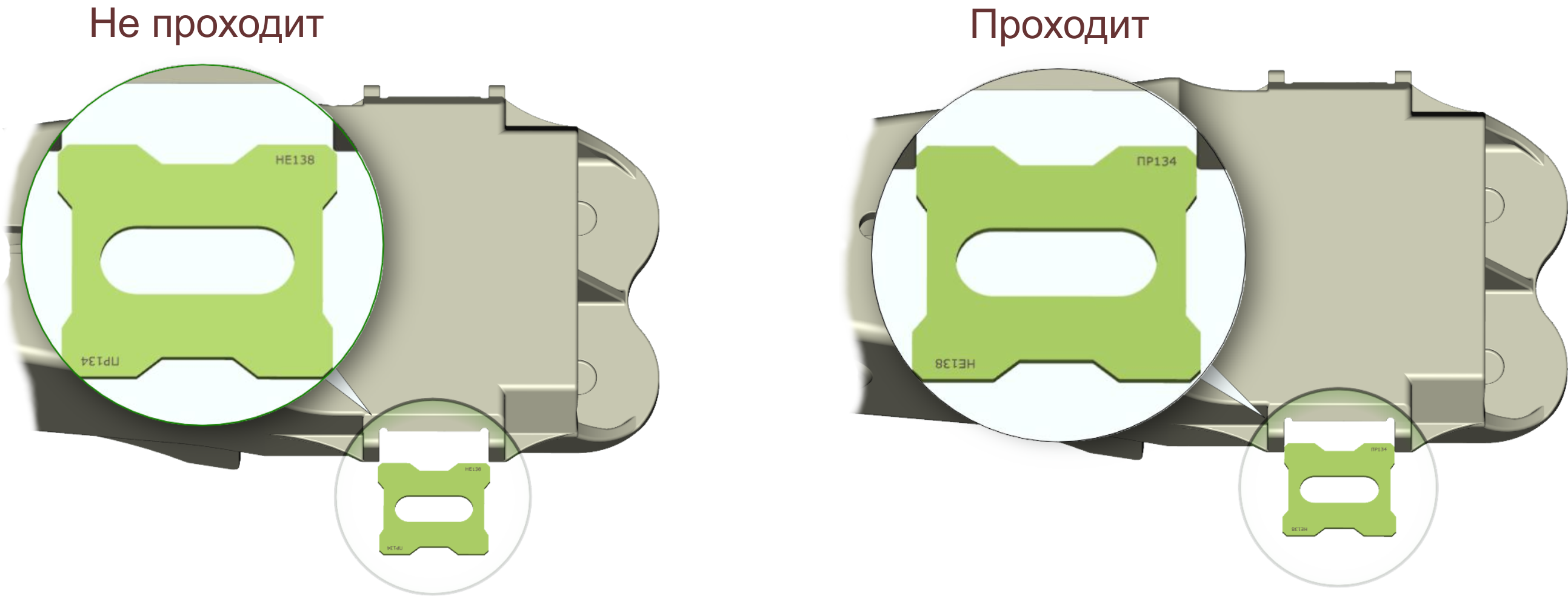
Рисунок 4 – Контроль ширины клинового проема.
Предельно допустимый размер между буртами «е» при выпуске из деповского ремонта должен быть не более 140 мм.
При производстве капитального ремонта размер «е» между направляющими буртами должен быть 134+4 мм .
5 Контроль суммарного износа наклонных поверхностей клиновых проемов, измеренный с одного края надрессорной балки
Для измерения геометрических параметров наклонных поверхностей надрессорной балки используется шаблон НП T914.05.000, изображенный на рисунке 5.
Измерения проводятся в двух сечениях на расстоянии 15...30 мм от краев направляющих буртов наклонных поверхностей надрессорной балки (в местах максимального износа).
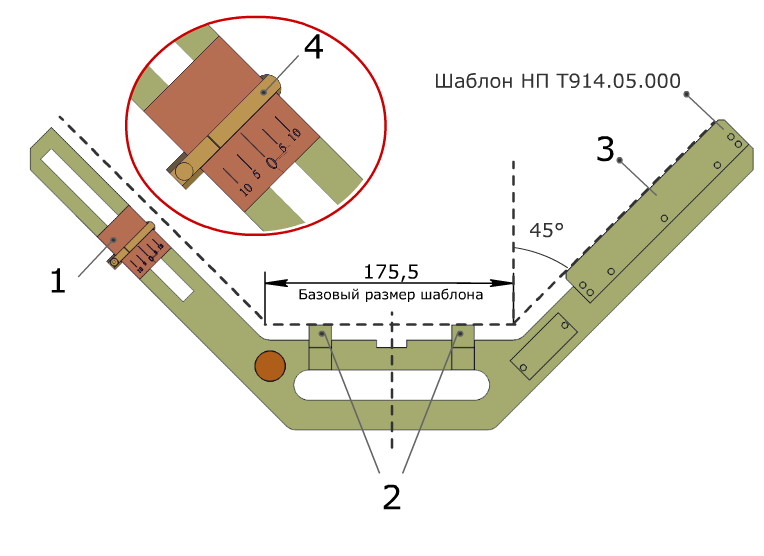
1 - ползунок; 2 - ножки; 3 ~ накладка; 4 - движок
Рисунок 5 – Шаблон НП T914.05.000.
Суммарный износ наклонных поверхностей клиновых проемов, измеренный с одного края надрессорной балки, должен быть при деповском ремонте не более 2 мм для тележек модели 18-578, не более 4 мм для тележек модели 18-9771, при капитальном ремонте износ не допускается для всех типов тележек.
6 Контроль диаметра бурта подпятника
Для контроля диаметра бурта подпятника используется штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89.
Согласно РД наружный диаметр внутреннего бурта «К» при капитальном ремонте должен быть 77-0,74 мм для тележек модели 18-578; 77-3 мм для тележек модели 18-9771; при деповском ремонте - не менее 72,0 мм для всех типов тележек.
Внутренний диаметр бурта подпятника «Л» при капитальном ремонте должен быть 54+2,0-1,0 мм для тележек модели 18-578, 54±2 мм - для тележек модели 18-9771; при выпуске из деповского ремонта - не более 60 мм для всех типов тележек.
Измерения производятся в двух взаимно-перпендикулярных плоскостях. За действительный размер принимается максимальный.
7 Контроль ширины по наклонным поверхностям клиновых проемов
Согласно РД при капитальном ремонте изношенные наклонные поверхности восстанавливаются до чертежных размеров, т.е. размер «3» должен быть 175±1 мм, при выпуске из деповского ремонта допускается не восстанавливать наклонные поверхности, если они имеют размер нижней опорной поверхности надрессорной балки не менее 166 мм, т.е. «3» ≥166 мм.
Для измерения размера «3» шаблон НП T914.05.000, изображенный на рисунке 5, устанавливается ножками поз.2 на опорную поверхность призмы надрессорной балки и прижимается накладкой поз.З к наклонной поверхности надрессорной балки, как показано на рисунке 6.
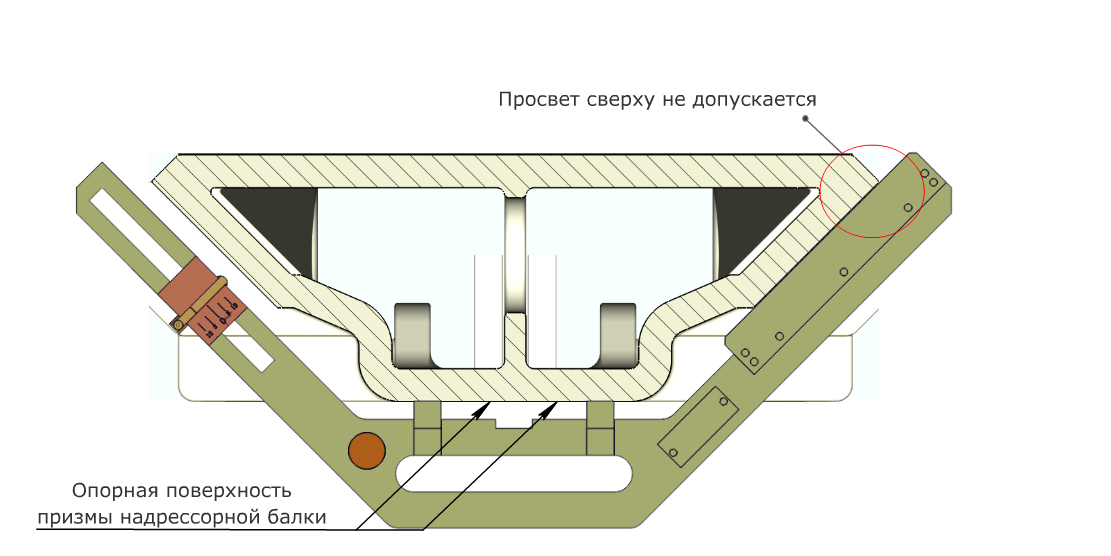
Рисунок 6 – Контроль ширины по наклонным поверхностям клиновых проемов.
Движок ползунка (соответственно поз.4 и поз.1 рисунок 5), перемещается до контакта в наибольшем износе на наклонной поверхности призмы и фиксируется значение «К» положения движка поз.4 рисунка 5.
Размер «3» длины опорной поверхности призмы будет равен базовому размеру шаблона 175,5 мм, сложенному алгебраически со значением показания движка, увеличенным на коэффициент 1,41.
«3»- 175,5 ±(1,41 х К),
где К - значение показания движка.
асчетные показатели «3» опорной поверхности наклонных поверхностей надрессорной балки в зависимости от показания значения движка К представлены в таблице 1.
Таблица 1
| Показатель | Размер «3» длины опорной поверхности призмы от величины суммарного значения показания движка «К», мм ; | |||||||||||||
| «К» | +4 | +3 | +2,5 | +2 | +1 | 0 | -1 | -2 | -3 | -4 | -5 | -6 | -7 | -8 |
| «3» | 181 | 180 | 179 | 178 | 177 | 175,5 | 174 | 173 | 171 | 170 | 168 | 167 | 166 | 164 |
При этом показатель «3» опорной поверхности наклонных поверхностей надрессорной балки должен быть:
для деповского ремонта - «3» >166 мм,
для капитального ремонта - 174 мм < «3» < 176 мм
или по показаниям движка:
для деповского ремонта - «3» > (- 7),
для капитального ремонта - (- 1) мм < «3» < (+ 1) мм.
8 Контроль разности размеров А1 и А2
Контроль несимметричности направляющих буртов призм А1 и А2 производится с помощью приспособления Т1354.000, как показано на рисунке 7. Приспособление установить на верхнюю поверхность в зоне призмы и зафиксировать на упорных ребрах призмы. Измерить линейкой металлической 1000 мм ГОСТ 427-75 расстояние от измерительной поверхности приспособления до упорной поверхности подпятника. Зафиксировать размер «С1» (см. рисунок 8).
Провести такое же измерение с другой стороны надрессорной балки и зафиксировать размер «С2». Разность |С1 - С2| должна быть не более 5 мм.
|С1 - С2| < 5 мм соответствует несимметричности направляющих буртов призмы |A1 - А2| <5 мм.
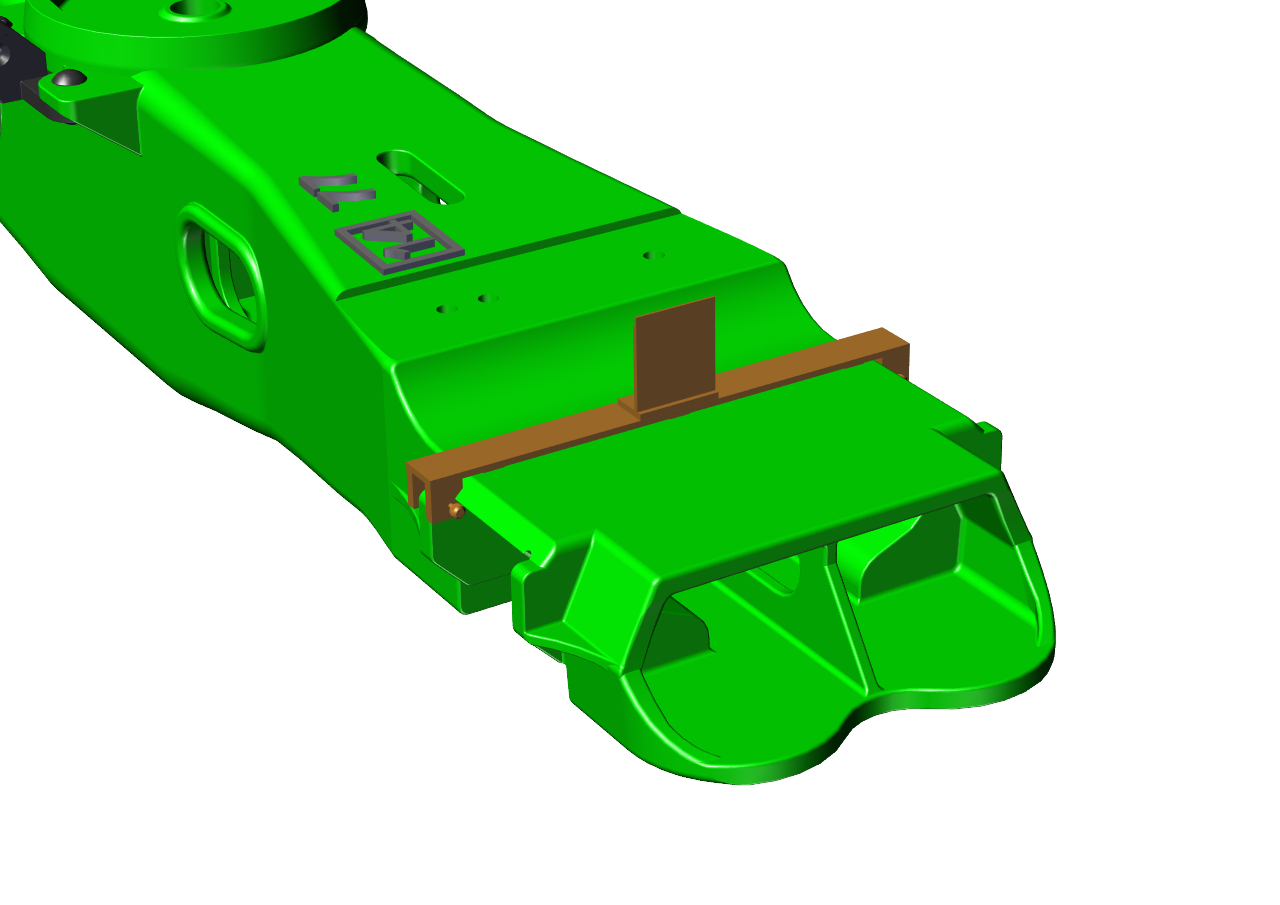
Рисунок 7 – Приспособление Т1354.000.
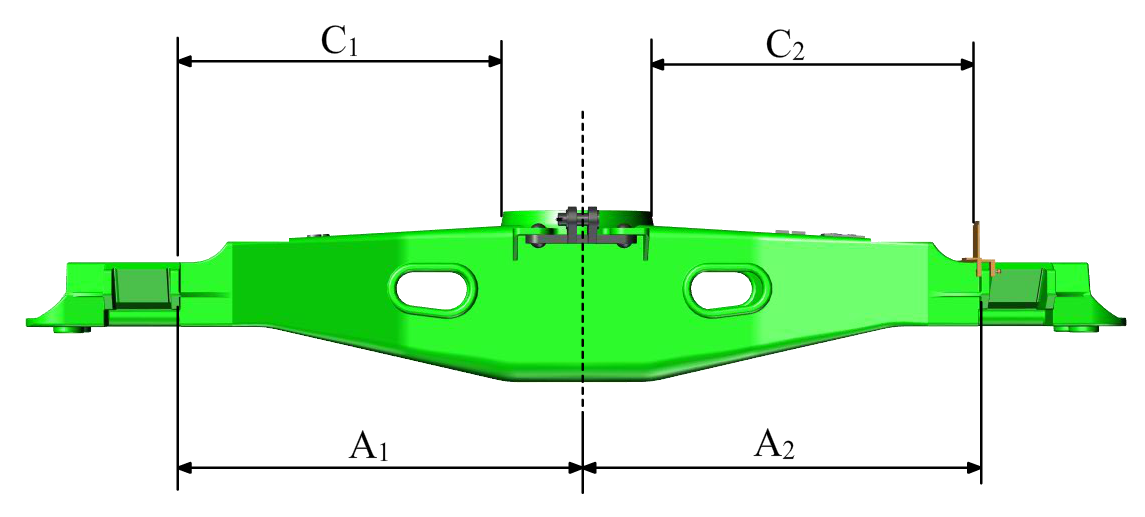
Рисунок 8 – Контроль несимметричности направляющих буртов призм.