ИНСТРУКЦИЯ
ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
ДЕТАЛЕЙ ЛОКОМОТИВОВ И ВАГОНОВ ЭЛЕКТРОПОЕЗДОВ
НА БАЗЕ ПРОГРАММИРУЕМОГО ДЕФЕКТОСКОПА УД2-102
ЦТт–18/3
Всероссийским научно-исследовательским институтом железнодорожного транспорта (ГУП ВНИИЖТ)
(Исполнители: - Ильин В.А., Лазарев В.Л., Косарев Л.Н., Олефиренко Н.И.)
Перечень принятых сокращений
УЗК - ультразвуковой контроль
СОП- стандартный образец предприятия
СО- стандартный образец
КО- контрольный образец
ВШ- вертикальная шкала
ГШ- горизонтальная шкала
ПЭП- пьезоэлектрический преобразователь
ТЭД- тяговый электродвигатель
НК- неразрушающий контроль
ЖКД- жидкокристаллический дисплей
АБ- аккумуляторная батарея
Ссылки на нормативные документы
1 ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики.
2 ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
3 ГОСТ 18576-85 Контроль неразрушающий.Рельсы железнодорожные. Методы ультразвуковые.
4 ГОСТ 20799-88 Масла индустриальные. Технические условия.
5 ГОСТ 977-88 Отливки стальные. Общие технические условия.
6 ДШЕК.412239.001 РЭ1, РЭ2 Дефектоскоп «PELENG» («ПЕЛЕНГ») УД2-102ВД. Руководство по эксплуатации (для локомотивного хозяйства). (Изменение №3).
7 ДШЕК.412239.001 ТУ Дефектоскоп «PELENG» («ПЕЛЕНГ») УД2-102ВД. Технические условия. (Изменение №3).
8 ДШЕК. 663532.001РЭ. Дефектоскоп ультразвуковой "Пеленг" УД2-102. Руководство по эксплуатации.
9 ДШЕК.663532.001 ТУ Дефектоскоп «PELENG» («ПЕЛЕНГ») УД2-102. Технические условия. (Изменение №3).
10 Инструкция по ультразвуковому контролю деталей электровозов серий ВЛ. ЦТэр-13/1.
11 Инструкция по ультразвуковому контролю элементов колесно-редукторного узла вагонов электропоездов. ЦТэп-6.
12 Инструкция по ультразвуковому контролю деталей тепловозов 2ТЭ-116, 2ТЭ-10, М62, ТЭМ2. ЦТрт-17/1.
13 Инструкция по ультразвуковому контролю деталей тепловозов ЧМЭ-3. ЦТрм-17/2.
14 Инструкция по ультразвуковому контролю деталей электровозов ЧС-2, ЧС-2т. ЦТэр-13/2.
15 Инструкция по ультразвуковому контролю деталей электровозов ЧС-4, ЧС-4т, ЧС-7. ЦТэр-13/3.
16 Правила по метрологии. Метрологическое обеспечение. Стандартные образцы предприятий отрасли. Порядок разработки, аттестации, утверждения, регистрации, контроля и надзора. РД32.140-99.
17 РД Неразрушающий контроль деталей и узлов локомотивов и моторвагонного подвижного состава. Общие положения. Цттех-36/5. Утв. от 02.10.2006 г. (Изменение №3).
18 Инструкция по неразрушающему контролю узлов и деталей локомотивов и моторвагонного подвижного состава. Магнитопорошковый метод. ЦТт-18/1.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая инструкция регламентирует порядок выполнения УЗК ответственных деталей локомотивов и вагонов электропоездов с применением программируемых дефектоскопов «PELENG» («ПЕЛЕНГ») УД2-102 ДШЕК.663532.001 ТУ и «PELENG» («ПЕЛЕНГ») УД2-102ВД ДШЕК.412239.001 ТУ (Изменение №3) (в том числе при освидетельствовании колесных пар в локомотивных депо) с целью обнаружения дефектов (несплошностей) заводского и эксплуатационного происхождения в ответственных деталях локомотивов и вагонов электропоездов, угрожающих их безопасной и бесперебойной эксплуатации.
1.2 Применение программируемых дефектоскопов УД2–102 и УД2-102ВД (Изменение №3) обеспечивает упрощение процесса подготовки и настройки прибора за счет наличия в электронной памяти дефектоскопа типовых вариантов с основными параметрами контроля, снижает вероятность ошибки оператора-дефектоскописта, сокращает время, затрачиваемое на контроль, обеспечивает возможность автоматической регистрации результатов контроля и создает условия для формирования базы данных по его результатам.
1.3 Инструкция предусматривает проведение УЗК с сохранением акустических схем контроля деталей и уровней браковочной чувствительности, предусмотренных требованиями действующих инструкций по ультразвуковому контролю.
При проведении УЗК используется эхо-метод, теневой метод (контроль зубьев шестерен и зубчатых колес тягового редуктора) и зеркально-теневой метод (контроль осей на прозвучиваемость) в ручном контактном варианте.
1.4 Перечень деталей локомотивов и вагонов электропоездов, подлежащих контролю согласно данной инструкции приведен в таблице 1.1.
1.5 Требования по организации работ по неразрушающему контролю в целом для локомотивных депо приведены в РД Цттех-36/5 (Изменение №3).
1.6 Перед проведением УЗК участки поверхностей контролируемых деталей в зонах ввода ультразвука должны быть подготовлены согласно требованиям действующих инструкций по УЗК. В результате подготовки детали к проведению УЗК должны быть обеспечены:
- очистка поверхности для ввода ультразвука от загрязнений;
- отсутствие грубых рисок и выступающих заусенцев (в том числе от клейм) на поверхности ввода ультразвука;
- отсутствие на окрашенных участках поверхностей отслоений или наплывов краски при толщине слоя краски не более 100 мкм согласно действующей технологии покраски; в противном случае покрытие на площадках для ввода ультразвука должно быть удалено.
1.7 Для создания акустического контакта ПЭП с проверяемым изделием используют жидкие среды повышенной вязкости, обеспечивающие эффективное смачивание поверхности изделия и не содержащие механических примесей (например, минеральное масло “Индустриальное–30А” по ГОСТ 20799).
1.8 Дефектоскопы «PELENG» (“ПЕЛЕНГ”) УД2–102 и «PELENG» (“ПЕЛЕНГ”) УД2–102ВД (Изменение №3), используемые для проведения контроля согласно данной инструкции, должены быть укомплектованы ПЭП согласно перечня, приведенного в таблице 1.1.
1.9 Для воспроизведения режимов контроля деталей локомотивов и вагонов электропоездов дефектоскоп должен иметь программное обеспечение (версия 4.1), содержащее банк типовых вариантов, приведенных в таблице 1.1.
Примечание: Программная версия, установленная в дефектоскопах УД2-102 и УД2-102ВД, (Изменение №3) индицируется в верхней части поля ЖКД после включения питания дефектоскопа.
Таблица 1.1 - Перечень деталей локомотивов и вагонов электропоездов, подлежащих УЗК, типы ПЭП необходимых для проведения контроля и номера соответствующих типовых вариантов(режимов контроля)
№ |
Тип Т.П.С. |
Контролируемая |
Тип используемого ПЭП |
Номер типового |
1 |
Тепловозы |
Ось колесной пары |
П111–2,5–К12 или |
101 |
– шейка оси; |
П111–2,5–К12 |
102 |
||
– подступичная часть |
П111–2,5–К12 |
103 |
||
Болты крепления полюсов ТЭД. |
П111–5,0–К6 |
121–126 |
||
Бандажи колес |
П121–2,5–40 |
131 |
||
– гребень |
П121–2,5–40 |
132 |
||
Зубья шестерни |
П122–2,5–90–ШК002** |
151 |
||
Зубья зубчатого колеса тягового редуктора |
П122–2,5–90–ШК001** |
152 |
||
2 |
Тепловозы |
Ось колесной пары |
П111–2,5–К12 |
201 |
– шейка оси; |
П111–2,5–К12 |
202 |
||
– подступичная часть |
П111–2,5–К12 |
203 |
||
Болты крепления полюсов ТЭД |
П111–5,0–К6 |
221–227 |
||
Болты подвески |
П111–5,0–К6 |
228,229 |
||
Зубья шестерни |
П122–2,5–90–ШК002** |
231 |
||
Зубья зубчатого колеса |
П122–2,5–90–ШК001** |
232 |
||
Бандажи колес |
П121–2,5–40 |
131*** |
||
– гребень |
П121–2,5–40 |
132*** |
||
3 |
Электровозы |
Ось колесной пары |
П111–2,5–К12 |
501 |
– шейка оси; |
П111–2,5–К12 |
502 |
||
– подступичная часть |
П111–2,5–К12 |
503 |
||
Удлиненная ступица колесного центра |
П111–2,5–К12 |
521,522 |
||
Зубья шестерни |
П122–2,5–90–ШК002** |
531 |
||
Зубья зубчатого колеса |
П122–2,5–90–ШК001** |
532 |
||
Бандажи колес |
П121–2,5–40 |
541 |
||
– гребень |
П121–2,5–40 |
542 |
||
4 |
Электровозы |
Ось колесной пары |
П111–2,5–К12 |
601 |
– шейка оси; |
П111–2,5–К12 |
602 |
||
– подступичная часть |
П111–2,5–К12 |
603 |
||
Удлиненная ступица колесного центра |
П111–2,5–К12 |
621 |
||
Серьга рессорного подвешивания |
П111–2,5–К12 |
631 |
||
Зубья шестерни |
П122–2,5–90–ШК001 |
641 |
||
Зубья зубчатого колеса |
П122–2,5–90–ШК001** |
641 |
||
Болты крепления ТЭД |
П111-5,0-К6 |
651 |
||
Бандажи колес |
П121–2,5–40 |
131*** |
||
– гребень |
П121–2,5–40 |
132*** |
||
5 |
Электровозы |
Ось колесной пары |
П111–2,5–К12 |
701 |
– шейка оси; |
П111–2,5–К12 |
702 |
||
– подступичная часть |
П111–2,5–К12 |
703 |
||
Зубья шестерни |
П122–2,5–90–ШК001 |
721 |
||
Зубья зубчатого колеса |
П122–2,5–90–ШК001** |
721 |
||
Болты подвески |
П111-5,0-К6 |
731, 732 |
||
Болты крепления полюсов ТЭД |
П111–5,0–К6 |
741-744 |
||
Бандажи колес |
П121–2,5–40 |
131*** |
||
– гребень |
П121–2,5–40 |
132*** |
||
6 |
Электропоезда |
Оси колесных пар типа РУ–1 |
П131–2,5–0/18(0о)* |
901 |
– шейка оси; |
П131–2,5–0/18(0о)* |
902 |
||
– средняя и подступичная части |
П131–2,5–0/18(0о)* |
903 |
||
Оси колесных пар типа РМ-3, РМ-5 |
П131–2,5–0/18(0о)* |
921 |
||
– шейка оси; |
П131–2,5–0/18(0о)* |
922 |
||
– средняя и подступичная части |
П121–2,5–50 |
924 |
||
Оси колесных пар типа РУ-1Ш |
П111–2,5–К12 |
941 |
||
– шейка оси; |
П111–2,5–К12 |
942 |
||
– средняя и подступичная части |
П111–2,5–К12 |
943 |
||
Оси колесных пар типа ЭР–1 |
П111–2,5–К12 |
961 |
||
– шейка оси; |
П111–2,5–К12 |
962 |
||
– средняя и подступичная части |
П111–2,5–К12 |
963 |
||
Вал малой шестерни |
П111–2,5–К12 |
981 |
||
Зубья шестерни |
П122–2,5–90–ШК002** |
982 |
||
Зубья зубчатого колеса |
П122–2,5–90–ШК001** |
983 |
||
Стержень подвешивания тягового редуктора |
П111–5,0–К6 |
984 |
||
Бандажи (ободья) колес |
П121–2,5–40 |
991 |
||
– гребень |
П121–2,5–40 |
992 |
Примечание: ПЭП, не отмеченные знаками * и **, – из комплекта дефектоскопа УД2–12;
* - ПЭП специализированного комплекта ПКО (ТУ 32ЦШ–3547–89 или ТУ 427619–010–47145050–99).
** - ПЭП специализированного комплекта ПКЛ (ТУ 32ЦШ–3540–89).
*** - При контроле бандажей колес электровозов ЧС-2, ЧС 2Т,ЧС 4,ЧС-4Т,ЧС-7 и тепловозов ЧМЭ-3 используются типовые варианты настроек дефектоскопа № 131, 132.
Таблица 1.1.1 - Перечень дополнительных типовых вариантов, введенных в новые программные версии 4.2* и 4.3* дефектоскопов УД2-102 и УД2-102ВД. (Изменение №3).
№ |
Серии |
Контролируемая |
Тип используемого ПЭП |
Номер типового |
Примечание |
1 |
Тепловозы |
Ось колесной пары |
П111-5,0-0о |
107 |
Только для версии 4.3* |
Бандажи колес |
П121-0,4-90о |
138 |
|||
2 |
Тепловозы |
Ось колесной пары |
П111-5,0-0о |
207 |
Взамен типовых |
Бандажи колес |
П121-2,5-40о |
241 |
|||
-гребень |
П121-0,4-90о |
242 |
|||
-поверхность катания |
П121-0,4-90о |
248 |
|||
3 |
Электровозы |
Ось колесной пары |
П111-5,0-0о |
507 |
Только для версии 4.3* |
Бандажи колес |
П121-0,4-90о |
548 |
|||
4 |
Электровозы |
Ось колесной пары |
П111-5,0-0о |
607 |
Взамен типовых |
Бандажи колес |
П121-2,5-40о |
661 |
|||
-гребень |
П121-2,5-40о |
662 |
|||
-поверхность катания |
П121-0,4-90о |
668 |
|||
5 |
Электровозы |
Ось колесной пары |
П111-5,0-0о |
707 |
Взамен типовых |
Валик подвески |
П111-2,5-0о |
751 |
|||
Бандажи колес |
П121-2,5-40о |
761 |
|||
-гребень |
П121-2,5-40о |
762 |
|||
-поверхность катания |
П121-0,4-90о |
768 |
|||
6 |
Электропоезда |
Оси колесных пар типа РУ-1 |
П121-2,5-50о |
906 |
УЗК с |
-шейка оси |
П111-5,0-0о-012** |
907 |
УЗК с |
||
шейка оси, |
П131-2,5-0о/22о-011** |
909 |
Взамен двух |
||
Оси колесных пар типа РМ-3, РМ-5 |
П121-2,5-50о |
926 |
|
||
-шейка оси |
П111-5,0-0о-012** |
927 |
УЗК с |
||
шейка оси, |
П111-2,5-0о |
929 |
Взамен двух |
||
Оси колесных пар типа РУ-1Ш |
П111-5,0-0о |
947 |
|
||
шейка оси, |
П111-2,5-0о |
949 |
Взамен двух |
||
Оси колесных пар |
П121-2,5-50о |
966 |
УЗК с |
||
-шейка оси |
П111-5,0-0о |
967 |
|
||
шейка оси, |
П111-2,5-0о |
969 |
Взамен двух |
||
Бандажи (ободья) |
П121-0,4-90о |
998 |
Только для версии 4.3* |
Примечание:
* - относится к программным версиям с номерами 4.20…4.29, 4.30…4.39;
При работе с версиями 4.2* и 4.3* сноска*** к таблице 1.1 «Инструкции ЦТт-18/3» утрачивает силу.
** - ПЭП из комплекта ПКРУ (ТУ 4276-010-01124336-2000).
(Изменение №1).
Таблица 1.2 - Перечень ПЭП специализированного комплекта ПКРУ (ТУ 4276-010-01124336-2000), применение которых допускается для контроля деталей локомотивов и МВПС, и соответствующие им номера типовых вариантов настроек дефектоскопов УД2-102 и УД2-102ВД. (Изменение№3).
Наименование и маркировка |
Норма типовых вариантов |
Назначение (для контроля элементов) |
Преобразователь комбинированный |
909, 901, 902, 903, 905, 921, 922, |
Для осей колесных пар вагонов |
Преобразователь прямой |
907, 927 |
Для буксовых шеек осей колесных |
Преобразователь прямой |
521, 522, 622 |
Для удлиненных ступиц колесных |
Преобразователь наклонный |
105, 205, 505, 605, 705, 945, 965 |
Для подступичных частей осей |
Преобразователь наклонный |
906, 926, 966, 104, 106, 204, 504, |
Для подступичных частей осей |
Преобразователь |
152, 232, 532, 641, 642, 721, 722, 983 |
Для зубьев ведомого зубчатого |
Преобразователь |
151, 231, 531, 982 |
Для зубьев шестерни тяговых |
(Изменение №1).
1.10 Для проведения контроля деталей локомотивов и вагонов электропоездов дефектоскоп должен быть укомплектован следующим оборудованием:
- встроенной АБ для автономного питания;
- источником питания для подзаряда встроенной АБ или обеспечения электропитания от сети переменного тока 220В, 50Гц;
- переходными кабелями (СР–50 + “ЛЕМО”) для подключения ПЭП;
- специализированным кабелем для подключения дефектоскопа к ПЭВМ;
- специализированной программой "Рапорт" (на дискете) для распечатки результатов контроля или ввода в память компьютера.
При использовании ПЭВМ для вывода на нее результатов контроля она должна удовлетворять требованиям, приведенным в Приложении Д.
1.11 Для определения уровней браковочной чувствительности при работе дефектоскопа с используемыми экземплярами ПЭП (а также для проверки работоспособности) на участке дефектоскопирования должны быть КО проверяемых деталей с выполненными в них искусственными отражателями (моделями дефектов).
Примечание: КО для контроля зубьев шестерен и зубчатых колес не обязательны.
1.12 Требования к изготовлению КО, установленные действующими инструкциями на ультразвуковой контроль, приведены в Приложении А к данной инструкции. КО должны быть аттестованы как СОП в соответствии с РД32.140-99 и иметь действующие свидетельства об аттестации (Приложение Б).
1.13 Для определения уровней браковочной чувствительности дефектоскопа при контроле удлиненных ступиц колесных центров и оценки прозвучиваемости осей колесных пар на участке дефектоскопирования должен быть стандартный образец СО–3Р (ГОСТ 18576) или аналогичный СО–2 (ГОСТ 14782).
1.14 При работе с дефектоскопами УД2–102 и УД2-102ВД (Изменение №3) предусмотрена возможность определения уровней браковочной чувствительности для всей номенклатуры контролируемых деталей по СО–3Р или аналогичному СО–2 без применения КО конкретных деталей. Данный способ определения уровней браковочной чувствительности допускается к применению после соответствующего указания Департамента локомотивного хозяйства. Методика настройки уровней браковочной чувствительности с помощью стандартных образцов СО-2 (СО-3Р) приведена в Приложении И. (Изменение №4)
1.15 УЗК деталей с помощью дефектоскопов УД2–102 и УД2-102ВД (Изменение №3) должен проводиться в диапазоне температур от +5*С до +50*С.
2 ПОДГОТОВКА К КОНТРОЛЮ
2.1 Для обеспечения требуемой достоверности УЗК перед его проведением необходимо зафиксировать рабочие режимы контроля для используемого комплекта дефектоскопа и преобразователя. Важнейшими режимами контроля являются уровень браковочной чувствительности (режим усиления приемного тракта дефектоскопа), масштаб развертки дефектограммы (диапазон дальности прозвучивания), а также соответствующие установленному масштабу развертки границы зоны контроля на экране дефектоскопа.
Примечания:
1. При работе с дефектоскопами УД2–102 и УД2-102ВД (Изменение №3) необходимые значения масштаба развертки и местоположения зон контроля занесены в память дефектоскопа и устанавливаются автоматически при вызове типового варианта, соответствующего контролируемой детали (зоне детали).
2. Уровень браковочной чувствительности, зависящий от параметров используемого экземпляра ПЭП, необходимо определить по модели дефекта, выполненного согласно требованиям действующих инструкций в КО проверяемой детали и занести в память дефектоскопа.
2.2 Подготовка к контролю включает:
- предварительную подготовку дефектоскопа;
- определение уровня браковочной чувствительности для контролируемой детали (зоны детали);
>- запись в память дефектоскопа настройки (режимов контроля), созданной на основе типового варианта.
Примечание: при настройке браковочной чувствительности по стандартным образцам СО-2 (СО-3Р) перед проведением контроля (в начале рабочей смены) проводят проверку параметров используемых ПЭП в соответствии с методикой, приведенной в Приложении И. (Изменение №4).
2.3 Назначение и местоположения органов управления приведены в соответствующих разделах руководств по эксплуатации дефектоскопов PELENG» («ПЕЛЕНГ») УД2-102 и «PELENG» («ПЕЛЕНГ») УД2-102ВД (Изменение №3).
Местоположение органов управления на верхней и лицевой панелях дефектоскопа УД2-102 (Изменение №3) показаны на рисунках 2.1, 2.2.
2.4 Предварительная подготовка дефектоскопа
2.4.1 При предварительной подготовке дефектоскопа проводятся следующие операции:
- обеспечение дефектоскопа электропитанием;
- вызов из памяти дефектоскопа типового варианта, соответствующего контролируемой детали (зоне детали);
- подключение к дефектоскопу ПЭП.
2.4.2 Электропитание дефектоскопа может осуществляться от встроен-ной или съемной (в зависимости от модификации дефектоскопа) АБ (Изменение №3) или непосредственно от сети переменного тока (220В, 50Гц) через источник питания дефектоскопа.
2.4.3 Встроенная или съемная АБ предназначена для автономного питания дефектоскопа в процессе проведения контроля. Время непрерывной работы от полностью заряженной АБ составляет не менее 8 часов. Разряженное состояние АБ индицируется светодиодом «Разряд» на верхней (коммутационной) панели или левым светодиодом на передней панели (в зависимости от модификации дефектоскопа). Загорание светодиода «Разряд» или левого светодиода сигнализирует об автоматическом отключении дефектоскопа через 15–20 мин работы». (Изменение №3)

1. Гнездо для подключения дополнительного аккумулятора
(при контроле деталей ТПС не используется).
2. Гнездо для подключения зарядного устройства.
3. Переключатель питания.
4. Разъем для подсоединения к ПЭВМ.
5. Гнездо для подключения головных телефонов.
6. Разъем усилителя (используется при подключении
раздельно-совмещенных ПЭП).
7. Разъем для подключения совмещенных ПЭП.
Рисунок 2.1. Органы управления и коммутации на верхней панели дефектоскопа УД2-102
(Изменение №3)
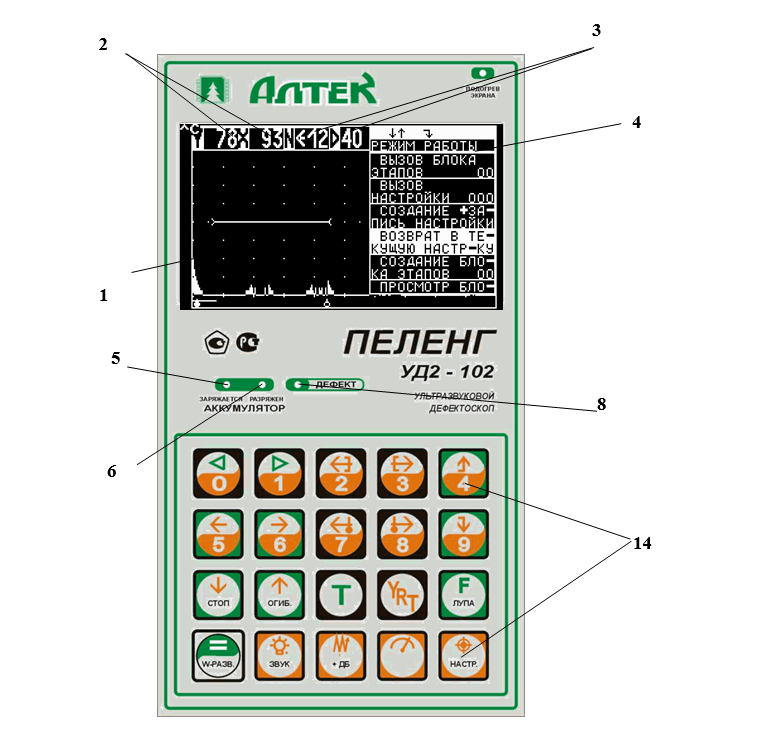
1. ЖКД.
2. Показания глубиномера.
3. Показания усилителя.
4. Таблица режимов.
5. Индикатор заряда.
6. Индикатор разряда.
7. Кнопки управления.
8. Индикатор дефекта.
Рисунок 2.2 –Органы индикации и управления на лицевой панели дефектоскопа УД2-102
(Изменение №3)
2.4.4 Заряд АБ осуществляется от источника питания из комплекта дефектоскопа, подключаемого к разъему «24 V» на верхней или передней (в зависимости от модификации дефектоскопа) панели прибора и к сети переменного тока (220 В, 50 Гц). Время полного заряда АБ составляет 4 часа. Заряд АБ индицируется светодиодом «Заряд» на передней панели прибора или желтым светодиодом на источнике питания (в зависимости от модификации дефектоскопа). После окончания заряда светодиод гаснет, и дефектоскоп автоматически отключается от источника питания.
Примечание – При зарядке АБ допускается нагрев источника питания и дефектоскопа до температуры около 35оС». (Изменение №3)
2.4.5 Для обеспечения максимальной продолжительности работы встроенной АБ необходимо ежедневно, перед началом работы, осуществлять ее подзарядку до момента погасания светодиодного индикатора “Заряд” на передней панели прибора или желтого светодиодного индикатора на источнике питания. (Изменение №3)
2.4.6 Для обеспечения электропитания дефектоскопа от сети переменного тока (220 В, 50 Гц) необходимо включить прибор в сеть через источник питания согласно п.2.4.4. Дефектоскоп при этом остается работоспособным, а подзаряд встроенной или съемной АБ (Изменение №3) осуществляется автоматически.
Примечания:
1. При длительном питании дефектоскопа от сети переменного тока (более 5–6 часов) возможно кратковременное загорание светодиода “Заряд” на передней панели прибора или желтого светодиода на источнике питания (в зависимости от модификации дефектоскопа), означающее подзаряд встроенной АБ (Изменение №3) и нагрев корпуса дефектоскопа до температуры 35оС что является нормальным и не влияет на работоспособность прибора.
2. При постоянной работе от сети переменного тока необходимо не реже одного раза в месяц производить полный разряд встроенной АБ.
2.4.7 Включение дефектоскопа осуществляется тумблером «Вкл.–откл.» на верхней (коммутационной) панели или кнопкой ![]() на передней панели (в зависимости от модификации дефектоскопа). (Изменение №3) При этом раздается звуковой сигнал и на экране появляется таблица (меню) "Режим работы"(рис.2.3).
на передней панели (в зависимости от модификации дефектоскопа). (Изменение №3) При этом раздается звуковой сигнал и на экране появляется таблица (меню) "Режим работы"(рис.2.3).
2.4.8 Для выбора требуемого типового варианта необходимо выполнить следующие операции:
- кнопками ![]() или
или ![]() выделить темным фоном строку “Создание настройки” (Изменение №3) (меню “Режим работы”), после чего нажать кнопку
выделить темным фоном строку “Создание настройки” (Изменение №3) (меню “Режим работы”), после чего нажать кнопку ![]() ; на экране появится таблица (меню) “Типовые варианты” с перечнем типов ТПС;
; на экране появится таблица (меню) “Типовые варианты” с перечнем типов ТПС;
- кнопками ![]() или
или ![]() выделить темным фоном требуемый тип ТПС, после чего нажать кнопку
выделить темным фоном требуемый тип ТПС, после чего нажать кнопку ![]() ; на экране появится таблица (меню) с перечнем контролируемых деталей для требуемого типа ТПС;
; на экране появится таблица (меню) с перечнем контролируемых деталей для требуемого типа ТПС;
- кнопками ![]() или
или ![]() выделить темным фоном требуемую деталь (группу деталей), после чего нажать кнопку
выделить темным фоном требуемую деталь (группу деталей), после чего нажать кнопку ![]() ; на экране появится таблица (меню) с перечнем контролируемых зон детали или деталей (если ранее была выделена группа деталей);
; на экране появится таблица (меню) с перечнем контролируемых зон детали или деталей (если ранее была выделена группа деталей);
- кнопками ![]() или
или ![]() выделить темным фоном контролируемую зону или деталь (из группы деталей), после чего нажать кнопку
выделить темным фоном контролируемую зону или деталь (из группы деталей), после чего нажать кнопку ![]() ; на экране появится А-развертка (дефектограмма), соответствующая вызванному типовому варианту;
; на экране появится А-развертка (дефектограмма), соответствующая вызванному типовому варианту;
- далее необходимо нажатием кнопки ![]() вызвать на экран таблицу “Настройка” и установить значение браковочной чувствительности контроля данной детали (зоны детали) согласно п.2.5.
вызвать на экран таблицу “Настройка” и установить значение браковочной чувствительности контроля данной детали (зоны детали) согласно п.2.5.
2.4.9 Подключить к гнезду ![]() на верхней панели дефектоскопа напрямую или через переходной кабель требуемый ПЭП.
на верхней панели дефектоскопа напрямую или через переходной кабель требуемый ПЭП.
При контроле зубьев шестерен и БЗК специализированными преобразователями П122–2,5–90–ШК001 и П122–2,5–90–ШК002 для подключения ПЭП используются гнезда ![]() и
и ![]() на верхней панели.
на верхней панели.
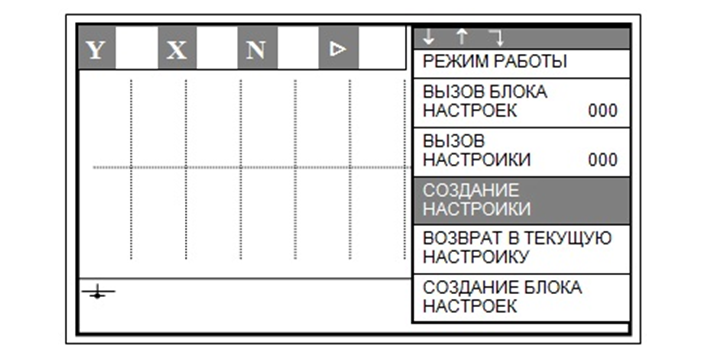
Рис. 2.3 Вид экрана ЖКД в режиме "СОЗДАНИЕ НАСТРОЙКИ"
(Изменение №3)
2.4.10 Типы ПЭП используемые для контроля различных деталей (зон деталей), приведены в табл. 1.1 (раздел “Общие положения”), а также в таблицах с параметрами контроля деталей (таблицах браковочных режимов, приведенных в Приложении В).
2.5 Определение уровня браковочной чувствительности.
2.5.1 Уровни браковочной чувствительности (режимы усиления дефектоскопа) определяются, как правило, по уровням эхо-сигналов от моделей дефектов (пропилов, сверлений и т. п.) в КО проверяемых деталей при условии достижения амплитуды эхо-сигнала уровня 0,5ВШ.
В некоторых случаях (контроль удлиненных ступиц колесных центров, осей колесных пар "на прозвучиваемость") используется методика определения браковочной чувствительности по образцу СО (СО–2 или СО–3Р) с добавлением установленного инструкцией для данной детали коэффициента. При контроле зубьев шестерни и зубчатого колеса тягового редуктора браковочную чувствительность определяют по бездефектному участку детали с добавлением установленного коэффициента.
В этих случаях усиление Go дефектоскопа, необходимое для отображения сигнала на экране с заданной амплитудой, используется как опорное, а браковочный уровень усиления Gбр в определяют из соотношения
где Gд –дополнительное усиление дефектоскопа, заданное действующей инструкцией.
Примечание: значения добавочного усиления для деталей локомотивов, подлежащих УЗК, приведены в Приложении И. (Изменение №4).
2.5.2 Определение уровней браковочной чувствительности проводится при вводе дефектоскопа с комплектом ПЭП в эксплуатацию, а также в процессе работы при замене одного или нескольких ПЭП.
2.5.3 Ежедневно перед проведением УЗК оператор-дефектоскопист должен проверить правильность установки уровней браковочной чувствительности, т.к. в процессе работы параметры ПЭП могут измениться по причине износа рабочей поверхности ПЭП, отслоения клеевых соединений, "старения" пьезоэлемента.
2.5.4 Определение уровня браковочной чувствительности с помощью КО проверяемых деталей.
2.5.4.1 Включить дефектоскоп и вызвать типовой вариант настройки для контроля соответствующей детали (см. п. 2.4.8).
2.5.4.2 Подключить к дефектоскопу требуемый ПЭП (п. 2.4.9, 2.4.10) и установить его на смазанную контактной жидкостью поверхность КО согласно акустической схеме контроля, регламентированной действующей инструкцией. Акустические схемы контроля деталей различных типов локомотивов и вагонов электропоездов приведены в Приложении В.
2.5.4.3 Медленно перемещая ПЭП, установить его в положение, при котором амплитуда эхосигнала от модели дефекта будет максимальной (точка "наилучшей видимости"). При этом эхо-сигнал от модели дефекта должен находиться в зоне контроля, отмеченной на экране символом "![]() ".
".
Примечание: - В случае если таблица “Настройка” с параметрами вызванного типового варианта мешает наблюдению эхо-сигнала, необходимо переместить ее или удалить с экрана однократным или двукратным нажатием кнопки ![]() . Вернуть таблицу на экран можно однократным нажатием кнопки
. Вернуть таблицу на экран можно однократным нажатием кнопки ![]() .
.
2.5.4.4 Кнопками регулировки усиления ![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла на экране 0,5ВШ (т.е. достигала символа "
(больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла на экране 0,5ВШ (т.е. достигала символа "![]() "). Полученное при этом значение усиления, индицируемое в верхней части экрана справа от символа "
"). Полученное при этом значение усиления, индицируемое в верхней части экрана справа от символа "![]() ", является уровнем браковочной чувствительности Gбр при контроле данной детали (зоны детали).
", является уровнем браковочной чувствительности Gбр при контроле данной детали (зоны детали).
Примечание: - Установленный уровень браковочной чувстви-тельности фиксируется в рабочем журнале с указанием номера используемого экземпляра ПЭП.
2.5.4.5 В таблице "Настройка" выделить темным фоном строку "Усиление дБ" и убедиться, что значение усиления в данной строке соответствует уровню браковочной чувствительности, полученному для данной детали. В противном случае следует скорректировать его с помощью кнопок ![]() или
или ![]() .
.
2.5.4.6 Далее следует произвести запись настройки, созданной на основе типового варианта, в память дефектоскопа согласно п.2.6.
2.5.5 Определение уровня браковочной чувствительности Gбр по отверстию Ø 6 мм в стандартном образце СО-2 (СО-3Р).
В соответствии с действующими инструкциями по УЗК данный способ настройки применяется при контроле удлиненных ступиц колесных центров электровозных колесных пар
2.5.5.1 Включить дефектоскоп и вызвать типовой вариант настройки для контроля соответствующей детали (п. 2.4.8).
2.5.5.2 Кнопками ![]() или
или ![]() выделить темным фоном в таблице "Настройка" строку "Настр. по СО"(Изменение №3) и убедиться, что данный режим включен (состояние обозначено символом "+"). В противном случае (символ "-") кнопкой
выделить темным фоном в таблице "Настройка" строку "Настр. по СО"(Изменение №3) и убедиться, что данный режим включен (состояние обозначено символом "+"). В противном случае (символ "-") кнопкой ![]() или
или ![]() включить данный режим.
включить данный режим.
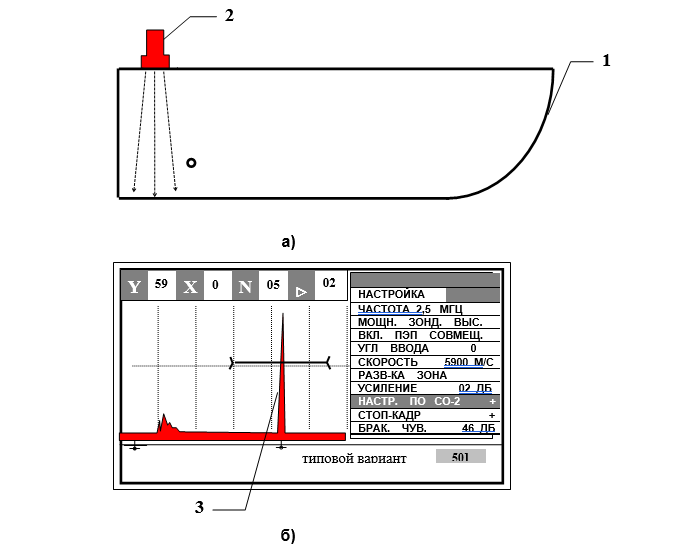
2.5.5.3 Подключить к дефектоскопу требуемый ПЭП (пп.2.4.9, 2.4.10) и установить его на смазанную контактной жидкостью рабочую поверхность СО-2(СО-3Р) напротив отверстия Ø 6 мм (рис.2.4).
2.5.5.4 Медленно перемещая ПЭП по поверхности образца, установить его в положение при котором амплитуда эхо-сигнала от отверстия будет максимальной (точка “наилучшей видимости”). При этом эхо-сигнал от отверстия должен находиться в зоне контроля, отмеченной на экране символом "![]() ".
".
Примечание: - В случае если таблица “Настройка” с параметрами вызванного типового варианта мешает наблюдению эхосигнала от отверстия, необходимо переместить ее или удалить с экрана однократным или двукратным нажатием кнопки ![]() . Вернуть таблицу на экран можно однократным нажатием кнопки
. Вернуть таблицу на экран можно однократным нажатием кнопки ![]() .
.
2.5.5.5 Кнопками регулировки усиления ![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления G06 таким, чтобы амплитуда эхо-сигнала от отверстия составляла 1,5 до 7,5 делений ВШ.
(больше) установить режим усиления G06 таким, чтобы амплитуда эхо-сигнала от отверстия составляла 1,5 до 7,5 делений ВШ.
2.5.5.6 В таблице "Настройка" выделить темным фоном строку "Стоп-кадр" и зафиксировать на экране эхо-сигнал от отверстия, нажав кнопку или . При этом в строке "Стоп-кадр" должен появиться символ "+", а дефектограмма на экране зафиксироваться независимо от положения ПЭП.
2.5.5.7 Для установки уровня браковочной чувствительности Gбр в типовой вариант настройки необходимо выделить темным фоном строку "Треб. чув. - 34 дБ" (Изменение №3) и включить данный режим нажатием кнопки ![]() до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления (индицируемого в верхней строке экрана)и добавочного коэффициента Gбр установленного для данной детали (для удлиненных ступиц добавочный коэффициент составляет 34 дБ ):
до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления (индицируемого в верхней строке экрана)и добавочного коэффициента Gбр установленного для данной детали (для удлиненных ступиц добавочный коэффициент составляет 34 дБ ):
Примечание: - Установленный уровень браковочной чувствительности Gбр фиксируется в рабочем журнале с указанием номера используемого экземпляра ПЭП.
2.5.5.8 Кнопкой ![]() выделить темным фоном строку "Настр. по СО" (Изменение №3) в таблице "Настройка" и выключить данный режим нажатием кнопки или до появления символа "-".
выделить темным фоном строку "Настр. по СО" (Изменение №3) в таблице "Настройка" и выключить данный режим нажатием кнопки или до появления символа "-".
2.5.5.9 Далее необходимо произвести запись настройки, созданной на основе типового варианта в память дефектоскопа согласно п.2.6.

1 – стандартный образец СО-3Р;
2 – прямой ПЭП;
3 – отверстие Ø 6мм;
4 – эхо-сигнал от отверстия;
5 – донный сигнал.
Рис. 2.4 Положение ПЭП (а) и типовая дефектограмма (б)
при определении уровня браковочной чувствительности
по отверстию Ø 6мм в стандартном образце СО-3Р
2.5.6 Определение уровня браковочной чувствительности с использованием донного сигнала в стандартном образце СО-2 (СО-3Р) в качестве опорного.
Данный способ настройки применяется при контроле осей колесных пар (или их заготовок) на "прозвучиваемость".
2.5.6.1 Включить дефектоскоп и вызвать типовой вариант настройки для контроля соответствующей детали (см. п. 2.4.8).
2.5.6.2 Кнопками ![]() или
или ![]() выделить темным фоном в таблице "Настройка" строку "Настр. по СО" (Изменение №3) и убедиться, что данный режим включен (состояние обозначено символом "+"). В противном случае (символ "-") кнопкой
выделить темным фоном в таблице "Настройка" строку "Настр. по СО" (Изменение №3) и убедиться, что данный режим включен (состояние обозначено символом "+"). В противном случае (символ "-") кнопкой ![]() или
или ![]() включить данный режим.
включить данный режим.
2.5.6.3 Подключить к дефектоскопу требуемый ПЭП (п. 2.4.9, 2.4.10) и установить его на смазанную контактной жидкостью рабочую поверхность СО-2(СО-3Р) так, чтобы луч не падал на отверстия в образце (рис.2.5).
2.5.6.4 Медленно перемещая ПЭП по поверхности образца, установить его в положение при котором амплитуда донного эхосигнала будет максимальной (точка “наилучшей видимости”). При этом донный эхосигнал должен находиться в зоне контроля, отмеченной на экране символом "![]() ".
".
Примечание: – В случае если таблица “Настройка” с параметрами вызванного типового варианта мешает наблюдению донного эхо-сигнала, необходимо переместить ее или удалить с экрана однократным или двукратным нажатием кнопки ![]() . Вернуть таблицу на экран можно однократным нажатием кнопки
. Вернуть таблицу на экран можно однократным нажатием кнопки ![]() .
.
2.5.6.5 Кнопками регулировки усиления ![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления G00 таким , чтобы максимальная амплитуда донного эхосигнала составляла 1,5 до 7,5 делений ВШ.
(больше) установить режим усиления G00 таким , чтобы максимальная амплитуда донного эхосигнала составляла 1,5 до 7,5 делений ВШ.
1 – стандартный образец СО-3Р;
2 – прямой ПЭП;
3 – донный сигнал.
Рис. 2.5 Положение ПЭП и типовая дефектограмма
при определении уровня браковочной чувствительности
по донному сигналу в стандартном образце СО-3Р
2.5.6.6 В таблице "Настройка" выделить темным фоном строку "Стоп-кадр" и зафиксировать на экране донный эхосигнал, нажав кнопку![]() или
или ![]() . При этом в строке "Стоп-кадр" должен появиться символ "+", а осциллограмма на экране зафиксироваться независимо от положения ПЭП.
. При этом в строке "Стоп-кадр" должен появиться символ "+", а осциллограмма на экране зафиксироваться независимо от положения ПЭП.
2.5.6.7 Для установки уровня браковочной чувствительности в типовом варианте настройки необходимо выделить темным фоном строку "Треб. чув. -46 дБ" (Изменение №3) и включить данный режим нажатием кнопки ![]() до появления символа "+". При этом дефектоскоп установит уровень браковочной чувствительности Gбр, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления G00 (индицируемого в верхней строке экрана)и добавочного коэффициента Gд установленного для данной детали (для осей колесных пар добавочный коэффициент составляет 46 дБ ):
до появления символа "+". При этом дефектоскоп установит уровень браковочной чувствительности Gбр, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления G00 (индицируемого в верхней строке экрана)и добавочного коэффициента Gд установленного для данной детали (для осей колесных пар добавочный коэффициент составляет 46 дБ ):
Примечание: Установленный уровень браковочной чувствительности Gбр фиксируется в рабочем журнале с указанием номера используемого экземпляра ПЭП.
2.5.6.8 Кнопкой ![]() выделить темным фоном строку "Настр. по СО" (Изменение №3) в таблице "Настройка" и выключить данный режим нажатием кнопки
выделить темным фоном строку "Настр. по СО" (Изменение №3) в таблице "Настройка" и выключить данный режим нажатием кнопки ![]() или
или ![]() до появления символа "-".
до появления символа "-".
2.5.6.9 Далее необходимо произвести запись настройки, созданной на основе типового варианта, в память дефектоскопа согласно п.2.6.
2.5.7 Определение уровня браковочной чувствительности по бездефектному участку контролируемой детали.
В действующих инструкциях по УЗК данный способ настройки применяется при контроле зубьев шестерни и БЗК тягового редуктора теневым методом.
2.5.7.1 Включить дефектоскоп и вызвать типовой вариант настройки для контроля соответствующей детали (БЗК или ведущей шестерни, п. 2.4.8).
2.5.7.2 Подключить к дефектоскопу требуемый ПЭП (п.2.4.9, 2.4.10) и установить его согласно акустической схеме контроля на смазанную контактной жидкостью поверхность детали, предварительно проверенной магнитопорошковым методом (ЦТт –8/1).
2.5.7.3 Покачиванием ПЭП установить его в положение, при котором амплитуда принятого сигнала будет максимальной (точка “наилучшей видимости”). При этом сигнал должен находиться в зоне контроля, отмеченной на экране символом "![]() ".
".
Примечание: - В случае если таблица “Настройка” с параметрами вызванного типового варианта мешает наблюдению принятого сигнала, необходимо переместить ее или удалить с экрана однократным или двукратным нажатием кнопки ![]() . Вернуть таблицу на экран можно однократным нажатием кнопки
. Вернуть таблицу на экран можно однократным нажатием кнопки ![]() .
.
2.5.7.4 Кнопками регулировки усиления ![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления G0П таким, чтобы амплитуда сигнала на экране имела уровень от 1,5 до 7,5 делений ВШ.
(больше) установить режим усиления G0П таким, чтобы амплитуда сигнала на экране имела уровень от 1,5 до 7,5 делений ВШ.
Уровень браковочной чувствительности определяется как сумма значения усиления G0П (индицируемого в верхней строке экрана)и добавочного коэффициента Gд установленного для данной детали(для зубьев шестерни и БЗК добавочный коэффициент составляет 8 дБ ):
Примечание: – Установленный уровень браковочной чувствительности фикси-руется в рабочем журнале с указанием номера используемого экземпляра ПЭП.
2.5.7.5 В таблице "Настройка" выделить темным фоном строку "Стоп-кадр" и зафиксировать на экране принятый сигнал, нажав кнопку![]() или
или ![]() . При этом в строке "Стоп-кадр" должен появиться символ "+", а осциллограмма на экране зафиксироваться независимо от положения ПЭП.
. При этом в строке "Стоп-кадр" должен появиться символ "+", а осциллограмма на экране зафиксироваться независимо от положения ПЭП.
2.5.7.6 Для установки уровня браковочной чувствительности в типовой вариант настройки необходимо выделить темным фоном строку "Брак. чув. 8 дБ" и включить данный режим нажатием кнопки ![]() до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности Gбр, а режим "Стоп-кадр" автоматически отключится.
до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности Gбр, а режим "Стоп-кадр" автоматически отключится.
2.5.7.7 Далее необходимо произвести запись настройки, созданной на основе типового варианта в память дефектоскопа согласно п.2.6.
2.6 Запись в память дефектоскопа настроек, созданных на основе типовых вариантов.
2.6.1 Определить и установить уровень браковочной чувствительности в настройке, созданной на основе типового варианта (п. 2.5).
2.6.2 С помощью кнопок ![]() или
или ![]() в таблице "Настройка" выделить темным фоном строку "Запись настройки".
в таблице "Настройка" выделить темным фоном строку "Запись настройки".
2.6.3 Присвоить созданной настройке трехзначный номер нажатием кнопки ![]() с последующим набором номера оцифрованными кнопками. После набора повторно нажать кнопку
с последующим набором номера оцифрованными кнопками. После набора повторно нажать кнопку ![]() .
.
Примечание: - Допускается кодирование создаваемой настройки, для чего необходимо кнопками ![]() или
или ![]() выделить в таблице "Настройка" строку "Код настройки", нажать кнопку
выделить в таблице "Настройка" строку "Код настройки", нажать кнопку ![]() и с помощью оцифрованных кнопок закодировать настройку любым трехзначным числом. Присвоенный код необходимо зафиксировать в рабочем журнале, т.к. при его утере изменить какой-либо параметр в созданной настройке будет невозможно.
и с помощью оцифрованных кнопок закодировать настройку любым трехзначным числом. Присвоенный код необходимо зафиксировать в рабочем журнале, т.к. при его утере изменить какой-либо параметр в созданной настройке будет невозможно.
2.6.4 Произвести запись настройки в память дефектоскопа нажатием кнопки . После выполнения записи в левом окне строки "Запись настройки" появится символ "+".
Примечание: - Отсутствие символа "+" свидетельствует о том, что номер, присвоенный данной настройке, занят ранее созданной. Если запись не осуществилась (символ "-"), необходимо изменить номер, присвоенный данной настройке.
2.6.5 Для приведения дефектоскопа в исходное состояние необходимо кнопкой ![]() вызвать на экран таблицу "Настройка" (если ранее она не была вызвана) и последовательным нажатием кнопки
вызвать на экран таблицу "Настройка" (если ранее она не была вызвана) и последовательным нажатием кнопки ![]() добиться появления на экране таблицы "Режим работы".
добиться появления на экране таблицы "Режим работы".
При включении дефектоскопа исходное состояние (таблица "Режим работы") устанавливается автоматически.
2.6.6 Допускается производить изменение одного из режимов контроля (частоты ультразвука) установленного в соответствующем типовом варианте при:
- подтверждающем контроле шеек осей с надетыми кольцами буксовых подшипников для всех типов ТПС (в этом случае контроль проводится на частоте 5 МГц);
- контроль удлиненных ступиц колесных центров электровозов ЧС-2, ЧС-2Т и серии ВЛ (допускается проведение контроля на частоте 1,25 МГц);
- контроль болтов крепления полюсов ТЭД электровозов ЧС-4, ЧС-4Т, ЧС-7 (допускается проведение контроля на частоте 2,5 МГц).
Для создания настройки на основе типового варианта с изменением частоты ультразвука необходимо выполнить следующие операции:
- включить дефектоскоп и выбрать требуемый типовой вариант согласно п.п. 2.4.7 и 2.4.8;
- в таблице "Настройка" с помощью кнопок ![]() или
или ![]() выделить темным фоном строку "Частота____МГц";
выделить темным фоном строку "Частота____МГц";
- установить необходимое значение частоты ультразвука с помощью кнопок ![]() или
или ![]() .
.
- подключить к дефектоскопу соответствующий ПЭП, определить уровень браковочной чувствительности и произвести запись настройки согласно п.п. 2.5, 2.6.
3 ПРОВЕДЕНИЕ КОНТРОЛЯ
Для проведения контроля деталей необходимо:
3.1 Привести дефектоскоп в исходное состояние (п.2.8.6) и с помощью кнопок ![]() и
и ![]() выделить темным фоном строку "Вызов настройки" в таблице "Режим работы"(рис.3.1).
выделить темным фоном строку "Вызов настройки" в таблице "Режим работы"(рис.3.1).
3.2 Набрать номер настройки, созданной для контроля данной детали (или ее зоны) с помощью кнопок ![]() ,
, ![]() , или нажатием кнопки
, или нажатием кнопки![]() с последующим набором номера настройки оцифрованными кнопками (после чего повторно нажать кнопку
с последующим набором номера настройки оцифрованными кнопками (после чего повторно нажать кнопку ![]() ).
).
Примечание: - после набора номера вызываемой настройки в нижней части экрана ЖКД появляется текст с указанием контролируемой детали (зоны детали), типа ПЭП, зоны установки ПЭП, модели дефекта для определения уровня браковочной чувствиительности и номера типового варианта, на основе которого создана данная настройка.
3.3 Вывести на экран дефектоскопа соответствующую вызванной настройке А-развертку (дефектограмму) нажатием кнопки ![]() .
.
3.4 Установить режим "поисковой" чувствительности, для чего нажатием кнопки ![]() вывести на экран таблицу "Поиск", кнопками или выделить темным фоном строку "Доп.Чувст.дБ") и включить данный режим нажатием кнопки
вывести на экран таблицу "Поиск", кнопками или выделить темным фоном строку "Доп.Чувст.дБ") и включить данный режим нажатием кнопки ![]() или
или ![]() до появления символа "+". При этом произойдет автоматическое увеличение чувствительности до "поискового" уровня, установленного для данной детали (или ее зоны).
до появления символа "+". При этом произойдет автоматическое увеличение чувствительности до "поискового" уровня, установленного для данной детали (или ее зоны).
3.5 Подключить к дефектоскопу требуемый ПЭП, установить его на смазанную контактной жидкостью поверхность детали, предназначенную для ввода ультразвука, и провести сканирование (перемещение ПЭП) в соответствии с акустической схемой контроля (Приложение В).
3.6 При сканировании следует наблюдать за возможным появлением эхо-сигналов в зоне контроля на экране. В случае появления в зоне контроля хотя бы одного сигнала с амплитудой , превышающей половину высоты вертикальной шкалы экрана (символ "![]() "), следует перейти на "браковочный" уровень чувствительности, для чего нажатием кнопки
"), следует перейти на "браковочный" уровень чувствительности, для чего нажатием кнопки ![]() вывести на экран таблицу "Поиск", кнопками
вывести на экран таблицу "Поиск", кнопками ![]() или
или ![]() выделить темным фоном строку "Доп.Чувст.дБ") и отключить данный режим нажатием кнопки
выделить темным фоном строку "Доп.Чувст.дБ") и отключить данный режим нажатием кнопки ![]() или
или ![]() до появления символа "-". После этого следует оценить амплитуду эхо-сигнала в зоне контроля.
до появления символа "-". После этого следует оценить амплитуду эхо-сигнала в зоне контроля.
3.7 Решение о браковке принимают, если в зоне конроля виден хотя бы один эхо-сигнал с амплитудой, достигающей (или превышающей) половину вертикальной шкалы (символ "![]() ") при браковочном уровне чувствительности.
") при браковочном уровне чувствительности.
3.8 При проведении контроля теневым методом (контроль зубьев тягового редуктора) или зеркально-теневым методом (контроль осей на прозвучиваемость) решение о браковке принимают, по факту снижения амплитуды принятого (контроль зубьев) или "донного" (контроль осей) сигнала ниже браковочного уровня. Режим "поисковой" чувствительности при этом не используется, т.к. необходимое значение усиления устанавливается автоматически при создании данных настроек.
3.9 Допускается использование режима "Огибающая" при проведении контроля осей колесных пар прямым ПЭП (0о) с торцевых поверхностей оси. В этом случае на экране ЖКД фиксируется максимальное (пиковое) значение амплитуд эхосигналов независимо от положения ПЭП (рис.3.2). При работе в данном режиме траектория сканирования (перемещения) ПЭП должна строго соответствовать акустической схеме прозвучивания.

Рис. 3.1 Вид экрана ЖКД в режиме «ВЫЗОВ НАСТРОЙКИ»
Для включения режима "Огибающая" необходимо:
- вывести на экран А-развертку (дефектограмму) требуемой настройки (п.3.1-3.3);
- вывести на экран таблицу "Поиск" нажатием кнопки ![]() )
)
- кнопками ![]() или
или ![]() выделить темным фоном строку "Огибающая" и включить данный режим нажатием кнопки
выделить темным фоном строку "Огибающая" и включить данный режим нажатием кнопки ![]() или
или ![]() до появления символа "+".
до появления символа "+".
Примечание: – перемещение таблицы "Поиск" по экрану ЖКД или удаление ее с экрана осуществляется последовательным нажатием кнопки ![]() .
.
Для отключения режима "Огибающая" необходимо вывести на экран таблицу "Поиск", выделить темным фоном строку "Огибающая" и отключить данный режим нажатием кнопки ![]() или
или ![]() до появления символа "-".
до появления символа "-".
3.10 Допускается использовать режим “Ход лучей” (W-развертка) при проведении контроля основного сечения бандажей (ободьев колес). При включении данного режима в верхней части экрана ЖКД индицируется акустическая схема прозвучивания бандажа в соответствии с установленным масштабом развертки (рис. 3.3).
Для включения режима “Ход лучей” необходимо:
- вывести на экран ЖКД А-развертку (дефектограмму) настройки, созданной для контроля основного сечения бандажа;
- вывести на экран ЖКД таблицу "Настройка" нажатием кнопки ![]() ;
;
- с помощью кнопок ![]() или
или ![]() выделить темным фоном строку «Точная настройка» и нажать кнопку
выделить темным фоном строку «Точная настройка» и нажать кнопку ![]() ; при этом на экране появится таблица «Точная настройка»;
; при этом на экране появится таблица «Точная настройка»;
- с помощью кнопок ![]() или
или ![]() в таблице «Точная настройка» выделить темным фоном строку «Толщина» и установить в ней толщину бандажа (140 мм) или обода колеса (130 мм) нажатием кнопки
в таблице «Точная настройка» выделить темным фоном строку «Толщина» и установить в ней толщину бандажа (140 мм) или обода колеса (130 мм) нажатием кнопки ![]() с последующим набором требуемого значения оцифрованными кнопками (после набора значения толщины, повторно нажать кнопку
с последующим набором требуемого значения оцифрованными кнопками (после набора значения толщины, повторно нажать кнопку ![]() );
);
- вернуться в таблицу "Настройка" нажатием кнопки ![]() ;
;
Примечание: если режим “Ход лучей” используется постоянно, то после установки значения толщины бандажа следует произвести повторную запись данной настройки, для чего выделить темным фоном строку «Запись настройки» и произвести запись нажатием кнопки ![]() до появления символа «+».
до появления символа «+».
- удалить с экрана таблицу "Настройка" нажатием кнопки ![]() ;
;
- вызвать на экран таблицу "Поиск" нажатием кнопки ![]() ;
;
- выделить темным фоном строку “Ход лучей” в таблице "Поиск" и включить данный режим нажатием кнопки ![]() или
или ![]() .
.
Для отключения режима “Ход лучей” необходимо вызвать на экран таблицу "Поиск", выделить темным фоном строку “Ход лучей” и отключить данный режим нажатием кнопки ![]() или
или ![]() до появления символа «-».
до появления символа «-».
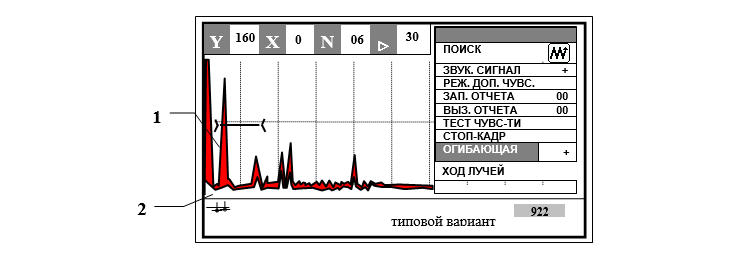
1 – максимальное значение амплитуды
(фиксируется независимо от положения ПЭП);
2 – текущее значение амплитуды (соответствует положению ПЭП)
Рисунок 3.2 Вид экрана ЖКД в режиме «ОГИБАЮЩАЯ»

1– акустическая схема прозвучивания бандажа
(обода колеса);
2 – зона контроля;
3 – эхо-сигнал от дефекта
Рисунок 3.3 Вид экрана ЖКД в режиме W –развертки («ход лучей»)
4 ОЦЕНКА КАЧЕСТВА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1 Оценку качества (состояния) деталей по результатам НК проводит дефектоскопист с привлечением при необходимости лица, ответственного на предприятии за НК, а так же мастера или приемщика локомотивов.
4.2 Контролируемые детали подлежат браковке в соответствии с нормами, указанными в п. 3,7, 3.8.
4.3 Результаты УЗК деталей, имеющих номер (клеймо) заносят в рабочий журнал формы приложения "Г", а так же в другие формы регистрации результатов контроля согласно требованиям действующей на предприятии нормативной документации.
4.4 При проведении контроля наиболее ответственных деталей, имеющих номер (ось колесной пары, бандаж, обод колеса, вал шестерни, удлиненная ступица) оператор-дефектоскопист создает в памяти дефектоскопа "отчеты" по результатам контроля однотипных деталей, в которые заносит данные о деталях с указанием факта наличия или отсутствия дефекта. По окончания контроля или после заполнения отчета (до 32 деталей) он может быть распечатан через ПЭВМ на принтере и/или сохранен в виде файла ПЭВМ. После сохранения отчета его следует удалить из памяти дефектоскопа, т.к. допускается введение в память дефектоскопа не более 30 отчетов.
4.5 При выявлении недопустимых дефектов дополнительно к отчету в памяти дефектоскопа следует создать протокол контроля, в котором фиксируется дефектограмма выявленного дефекта, указываются данные о детали, выявленном дефекте и параметрах контроля.
Примечание: п.4.4–4.9 подлежат обязательному исполнению только после соответствующего указания Департамента локомотивного хозяйства.
4.6 Для записи отчета по результатам контроля однотипных деталей необходимо выполнить следующие операции:
- вывести на экран дефектоскопа таблицу "Поиск" нажатием кнопки ![]() и выделить темным фоном строку “Запись отчета” с помощью кнопок
и выделить темным фоном строку “Запись отчета” с помощью кнопок ![]() или
или ![]() ;
;
- присвоить вновь начатому отчету номер и зафиксировать его в строке “Запись отчета” с помощью кнопок ![]() или
или ![]() ;
;
- вызвать на экран форму отчета нажатием кнопки ![]() ;
;
- выделяя кнопками ![]() или
или ![]() пункты отчета “шифр оператора”, “объект”, “плавка”, “завод-изготовитель”, “год изготовления”, “сторона”, “дефект” занести в них данные о проконтролированной детали с помощью кнопок
пункты отчета “шифр оператора”, “объект”, “плавка”, “завод-изготовитель”, “год изготовления”, “сторона”, “дефект” занести в них данные о проконтролированной детали с помощью кнопок ![]() ,
,![]() , или нажатием кнопки
, или нажатием кнопки ![]() с последующим набором значения оцифрованными кнопками (после набора значения повторно нажать кнопку
с последующим набором значения оцифрованными кнопками (после набора значения повторно нажать кнопку ![]() );
);
- после заполнения пунктов отчета, соответствующих проконтро-лированной детали (строки отчета), выделить темным фоном строку “Запись строки” (кнопка ![]() ) и произвести запись строки отчета нажатием кнопки
) и произвести запись строки отчета нажатием кнопки ![]() (после выполнения записи в начале строки “Запись строки” появится символ “+”);
(после выполнения записи в начале строки “Запись строки” появится символ “+”);
- для возврата в исходное состояние необходимо нажать кнопку ![]() и удалить с экрана таблицу “Поиск” нажатием кнопки
и удалить с экрана таблицу “Поиск” нажатием кнопки ![]() , после чего можно приступать к контролю следующей детали.
, после чего можно приступать к контролю следующей детали.
Примечания:
1. При очередном вызове данного отчета номер строки автоматически увеличивается на единицу.
2. Максимальное число строк в одном отчете составляет 32.
4.7 Для записи протокола по факту выявления недопустимого дефекта необходимо выполнить следующие операции:
- вызвать на экран таблицу “Поиск” нажатием кнопки ![]() ;
;
- кнопками ![]() или
или ![]() выделить темным фоном строку “Стоп-кадр” и убедиться, что данный режим отключен (символ “–”), в противном случае отключить режим “Стоп-кадр” нажатием кнопки
выделить темным фоном строку “Стоп-кадр” и убедиться, что данный режим отключен (символ “–”), в противном случае отключить режим “Стоп-кадр” нажатием кнопки ![]() или
или ![]() ;
;
- установить ПЭП в точку "наилучшей видимости" по отношению к дефекту (если амплитуда эхо-сигнала от дефекта превышает полную высоту экрана, снизить ее с помощью кнопки ![]() );
);
- зафиксировать полученную дефектограмму нажатием кнопки ![]() или
или ![]() (при этом в строке “Стоп-кадр” появится символ “+”, а дефектограмма зафиксируется независимо от положения ПЭП);
(при этом в строке “Стоп-кадр” появится символ “+”, а дефектограмма зафиксируется независимо от положения ПЭП);
- кнопками ![]() или
или ![]() выделить темным фоном строку “Запись протокола” и вызвать на экран форму протокола нажатием кнопки
выделить темным фоном строку “Запись протокола” и вызвать на экран форму протокола нажатием кнопки ![]() ;
;
- выделяя кнопками ![]() или
или ![]() пункты протокола “Шифр оператора”, “объект”, “плавка”, “завод-изготовитель”, “год изготовления”, “дефект” внести в них данные о забракованной детали с помощью кнопок
пункты протокола “Шифр оператора”, “объект”, “плавка”, “завод-изготовитель”, “год изготовления”, “дефект” внести в них данные о забракованной детали с помощью кнопок ![]() ,
,![]() , или нажатием кнопки
, или нажатием кнопки ![]() с последующим набором нужного значения оцифрованными кнопками;
с последующим набором нужного значения оцифрованными кнопками;
- после заполнения протокола кнопкой ![]() выделить темным фоном строку “Запись протокола”, занести в нее с помощью кнопок
выделить темным фоном строку “Запись протокола”, занести в нее с помощью кнопок ![]() или
или ![]() номер, присвоенный данному протоколу и произвести запись протокола нажатием кнопки
номер, присвоенный данному протоколу и произвести запись протокола нажатием кнопки ![]() ;
;
- для возврата в исходное состояние необходимо нажать кнопку ![]() и удалить с экрана таблицу “Поиск” нажатием кнопки
и удалить с экрана таблицу “Поиск” нажатием кнопки ![]() .
.
Примечания:
1. Пункты протокола “усл. длина”, “усл. ширина”, “усл. высота” для деталей ТПС не заполняются.
2. Отсутствие символа “+” в строке “Запись протокола” при проведении записи указывает, что номер, присвоенный данному протоколу “занят” ранее созданным протоколом. В этом случае необходимо изменить номер протокола и повторить запись.
4.8 Сохранение результатов контроля (отчет, протокол) в виде файлов ПЭВМ осуществляется в соответствии с указаниями приложения "Д"
4.9 Для удаления ранее созданных отчетов из памяти дефектоскопа необходимо выполнить следующие операции:
- кнопками ![]() или
или ![]() выделить темным фоном строку “Выбор №, просмотр отчета” в таблице “Режим работы” и набрать номер отчета, подлежащего удалению кнопками
выделить темным фоном строку “Выбор №, просмотр отчета” в таблице “Режим работы” и набрать номер отчета, подлежащего удалению кнопками![]() ,
,![]() , или нажатием кнопки
, или нажатием кнопки ![]() с последующим набором нужного номера оцифрованными кнопками (после набора номера повторно нажать кнопку
с последующим набором нужного номера оцифрованными кнопками (после набора номера повторно нажать кнопку ![]() );
);
- нажать кнопку ![]() (при этом на экране появится таблица “Вызов/просмотр отчета”);
(при этом на экране появится таблица “Вызов/просмотр отчета”);
- кнопкой ![]() выделить темным фоном строку “Удалить” в таблице “Вызов/просмотр отчета” и удалить данный отчет из памяти дефектоскопа нажатием кнопки
выделить темным фоном строку “Удалить” в таблице “Вызов/просмотр отчета” и удалить данный отчет из памяти дефектоскопа нажатием кнопки ![]() ;
;
- для возвращение в исходное состояние нажать кнопку ![]() .
.
4.10 Для удаления ранее созданных протоколов из памяти дефектоскопа необходимо выполнить следующие операции:
- кнопками ![]() или
или ![]() выделить темным фоном строку “Просм. Проток. А-разв.” В таблице “Режим работы”;
выделить темным фоном строку “Просм. Проток. А-разв.” В таблице “Режим работы”;
- кнопками ![]() или
или ![]() установить в выделенной строке признак “Всех” для индикации номеров всех ранее созданных протоколов.
установить в выделенной строке признак “Всех” для индикации номеров всех ранее созданных протоколов.
- нажать кнопку ![]() (при этом на экране появится таблица “Вызов/просмотр протокола”);
(при этом на экране появится таблица “Вызов/просмотр протокола”);
- набрать номер протокола, подлежащего удалению кнопками ![]() ,
,![]() , или нажатием кнопки
, или нажатием кнопки ![]() с последующим набором нужного номера оцифрованными кнопками (после набора номера оцифрованными кнопками повторно нажать кнопку
с последующим набором нужного номера оцифрованными кнопками (после набора номера оцифрованными кнопками повторно нажать кнопку ![]() );
);
- кнопкой ![]() выделить темным фоном строку “Удалить” в таблице “Вызов/просмотр протокола” и удалить данный протокол нажатием кнопки
выделить темным фоном строку “Удалить” в таблице “Вызов/просмотр протокола” и удалить данный протокол нажатием кнопки ![]() ;
;
- для возвращение в исходное состояние нажать кнопку ![]() .
.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Все работы по обслуживанию и эксплуатации дефектоскопов и других средств НК должны выполняться с соблюдением требований техники безопасности, установленных в документах по эксплуатации на эти средства, а также в соответствующих правилах и инструкциях по охране труда, действующих в локомотивном хозяйстве железных дорог России.
СОП для настройки ультразвуковых дефектоскопов на базе контрольных
образцов деталей
локомотивов и вагонов электропоездов
А.1. КО деталей вагонов электропоездов
ПРИМЕЧАНИЯ:
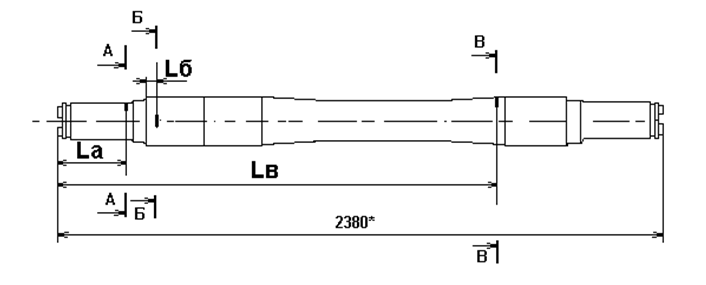
1 Ось должна удовлетворять требованиям “прозвучиваемости” и отсутствия дефектов,
выявляемых при ультразвуковом контроле.
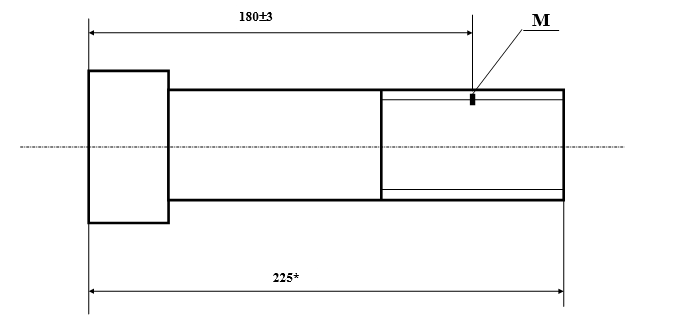
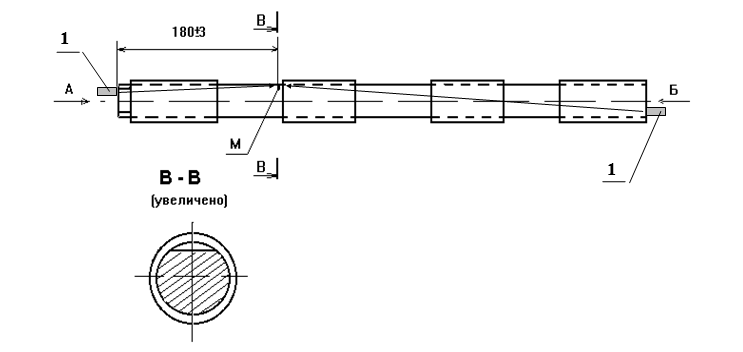
2 Координаты пропилов: La= (172± 3) мм; Lб= (25± 3) мм; Lв= (1770± 1 0) мм.
3 Ширина пропилов: 1± 4 мм (размер для справок)
Рисунок П.А.1.1 – СОП типа "КО-РМ-3" – контрольная осm колесной пары вагона
электропоезда
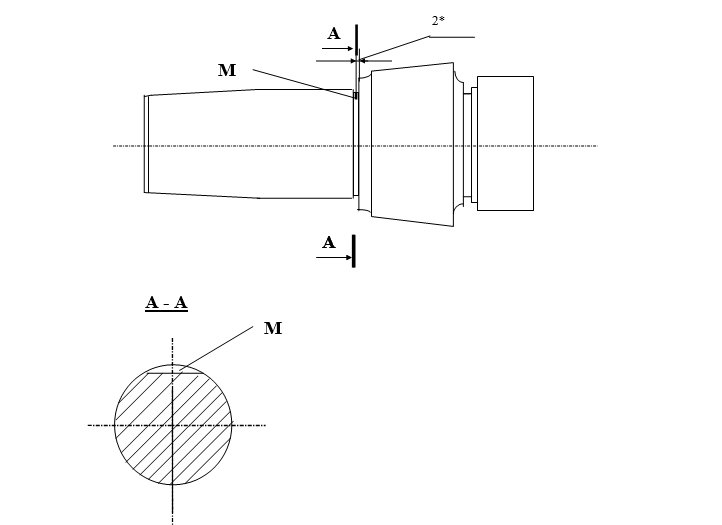
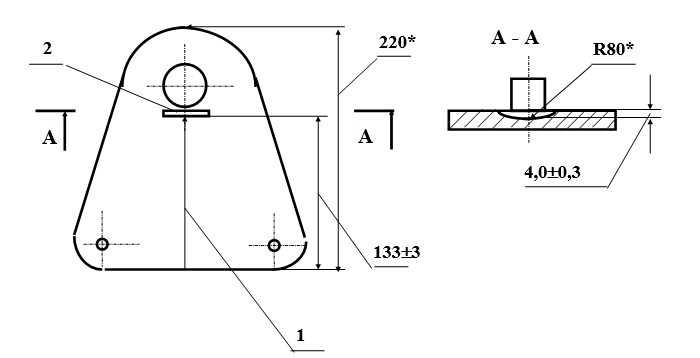
ПРИМЕЧАНИЯ:
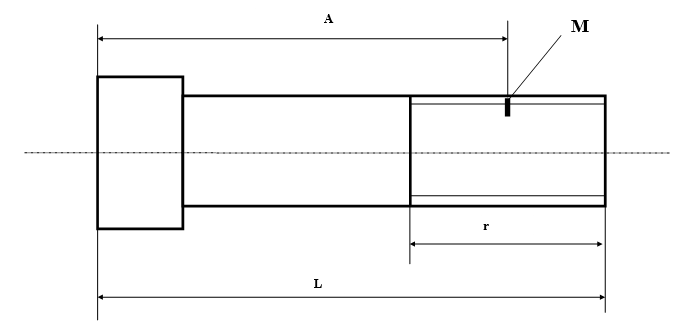
1 М - модель дефекта в сечении А-А- пропил глуб. 2,5± 0,3
2 Ширина пропила*: 1± 4 мм
* - размеры для справок
Рисунок П.А.1.2 - СОП типа "ВМШ" - контрольный вал ведущей
шестерня тягового редуктора вагона электропоезда

Примечания:
1 – бандаж или его фрагмент (сектор с углом не менее 90о);
2 – контрольный отражатель в бандаже (засверловка Ø(4,0± 0,3) мм глуб. (5,0± 0,3) мм);
S – удаление центра засверловки от вершины гребня – (45± 10) мм;
3 – контрольный отражатель в гребне (засверловка Ø (3,0± 0,3) мм глуб. (2,0± 0,3) мм);
* – размер для справок
Рисунок П.А.1.3 – СОП типа "КО-БК" - контрольный бандаж колесной пары
вагона электропоезда (или локомотива)

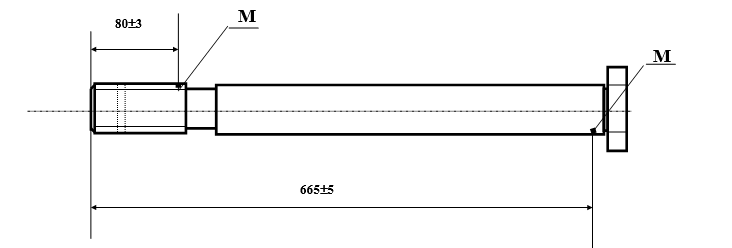
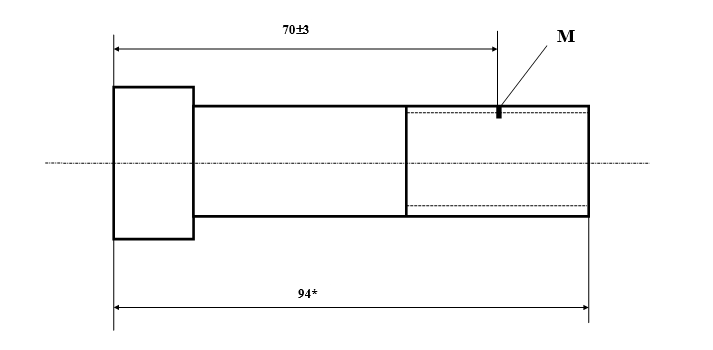
Примечание: М – модель трещины (пропил глуб. 3,0± 0,3мм);
ширина пропила 1..4 мм (размер для справок)
Рисунок П.А.1.4 – СОП типа "СПР" – контрольный стержень
подвешивания тягового редуктора вагона электропоезда
А.2. КО деталей тепловозов ТЭ10, М62, ТЭМ2, ТЭ116

Примечания: М – модель трещины (пропил глуб. (3,0± 0,3) – от основания резьбы;
ширина пропила – 1..4 мм)
Рисунок П.А.2.1 – СОП типа " БТЭД" – контрольный болт тягового
электродвигателя тепловоза

Примечания:
модели дефектов (пропилы):
А-А – под внутренней кромкой ступицы колеса глуб (4,8± 0,3) мм;
Б-Б – в зоне галтели шейки – глуб. (4,0± 0,3) мм;
В-В – под внешней кромкой ступицы колеса – глуб. (3,0± 0,3) мм;
Ширина пропилов 1..4 мм (размер для справки)
Рисунок П.A.2.2 - СОП типа "КО-ТЭ" - контрольная ось колесной пары тепловоза
А.3. КО деталей электровозов серий ВЛ

Примечания:
Координаты пропилов: La = (1780± 10) мм; Lб = (25± 3) мм; Lв = (270± 3) мм.
Глубина пропилов в сечениях:
А – 4,8± 0,3 мм;
Б – 3,0± 0,3 мм;
В – 3,0± 0,3 мм.
Ширина пропилов* – 1..4 мм; размеры, отмеченные * – для справок
Рисунок П.А.3.1 – СОП типа "КО-ВЛ" – контрольная ось колесной
пары электровоза серии ВЛ
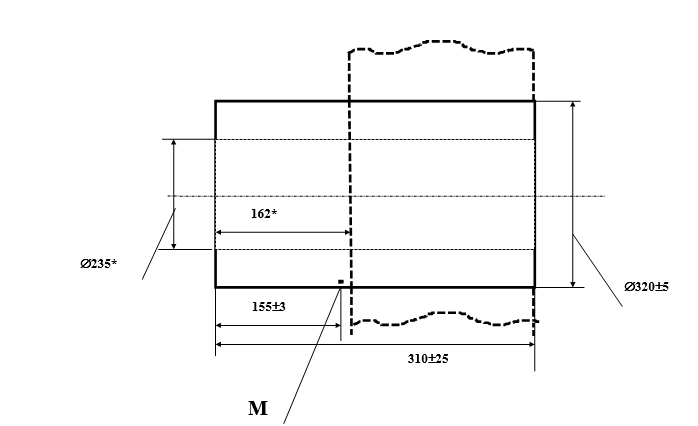
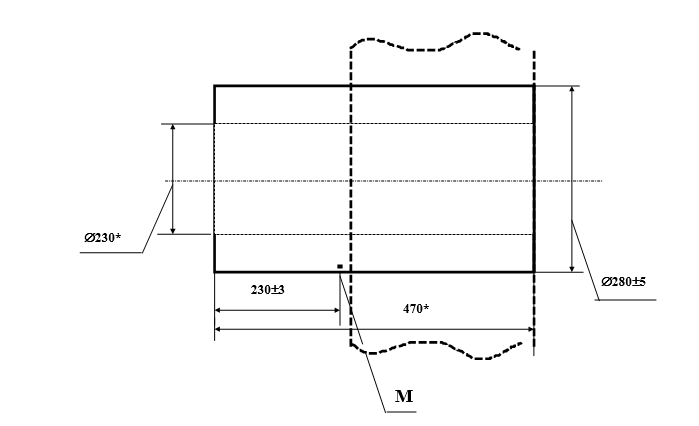
Примечания:
М – модель дефекта (пропил глуб. (3,0± 0,3) мм;
ширина пропила* 1..4 мм)
Материал – сталь 25Л-III (ГОСТ 977).
При изготовлении из колесного центра допускается увеличение внешнего
диаметра от 320мм (правее пропила, показано пунктиром). Диаметр утолщения не регламентируется.
( * – размеры для справок)
Рисунок П.А.3.2 – СОП типа " УСВЛ" – контрольная удлиненная ступица
электровоза серии ВЛ
А4. КО деталей тепловозов ЧМЭ-3
Примечания:
М1 – модель трещины (пропил глуб. (4,0 ± 0,3) мм –
от основания резьбы);
М2 – модель трещины (пропил глуб. (5,0± 0,3) мм);
ширина пропилов* 1..4 мм (размер для справок)
Рисунок П.А.4.1 – СОП типа "БП-ЧМЭ3" – контрольный болт подвески
тепловоза ЧМЭ-3

Примечания:
Расстояния до сечений с моделями дефектов: La=1770 ± 10 мм; Lб=107 ± 3мм; Lв=25 ± 3мм
А – пропил глуб. (5,0+0,5) мм; Б – пропил глуб. (3,0 ± 0,3) мм; В – пропил глуб. (3,0 ± 0,3) мм;
Ширина пропилов* – 1..4 мм (* – размеры для справок)
Рисунок П.А.4.2 – СОП типа "КО-ЧМЭ3" – контрольная ось колесной пары тепловоза ЧМЭ-3
Примечания:
М – модель трещины
Пропил глуб. (3,0 ± 0,3) мм – от основания резьбы;
Ширина пропила* – 1..4 мм.
(* – размеры для справок)
Рисунок П.А.4.3 – СОП типа "БТЭД-ЧМЭ3" – Контрольный болт крепления
полюсов тягового электродвигателя тепловоза ЧМЭ-3
А5. КО деталей электровозов серий ЧС2, ЧС-2т
Примечания:
М – модель дефекта (пропил глуб. (3,0 ± 0,3) мм;
ширина пропила* 1..4 мм)
(* – размеры для справок)
Материал – Сталь 20Л или 25Л по ГОСТ 977.
При изготовлении из колесного центра допускается увеличение внешнего
диаметра от 280 мм (правее пропила, показано пунктиром). Диаметр утолщения
не регламентируется.
Рисунок П.А.5.1 – СОП типа "УС-ЧС2" – контрольная удлиненная
ступица электровоза ЧС2
Примечания:
А –пропил глуб. (3,0 ± 0,3) мм; La=(220 ± 3) мм;
Б – пропил глуб. (3,0 ± 0,3) мм; Lб=(25± 3) мм;
В – пропил глуб. (4,8 ± 0,3) мм; Lв=(1840 ± 10) мм;
Ширина пропилов* – 1..4 мм.
(* – размеры для справок)
Рисунок П.А.5.2 – СОП типа "КО-ЧС2" – контрольная ось колесной
пары электровоза ЧС-2 (ЧС2т)
Примечания:
1 – ось ультразвукового луча;
2 – модель трещины
ширина пропила* – 1..4 мм (в зависимости от толщины фрезы);
* – размеры для справок
Рисунок П.А.5.3 – СОП типа "СПБ-ЧС2" – контрольная серьга
подвешивания электровоза ЧС2
Примечания:
М – модель трещины (пропил глуб. (3,0 ± 0,3) мм – от основания резьбы;
ширина пропила* – 1..4 мм;
* – размеры для справок
Рисунок П.А.5.4 – СОП типа "БТЭД-ЧС2" – контрольный болт
крепления тягового электродвигателя к раме электровоза ЧС-2
А6. КО деталей электровозов ЧС4, ЧС7

Примечания:
глубина пропилов h = (4,0 ± 0,3) мм (в сечении Г указана от основания резьбы);
Б – положения точек ввода ультразвука при определении режимов дефектоскопа;
(ширина пропилов* – 1..4 мм).
Рисунок П.А.6.1 – СОП типа "БП-ЧС7" – контрольный болт
подвешивания электровоза ЧС-7
<

Примечания:
Координаты пропилов: La = (200 ± 3) мм; Lб = (25 ± 3) мм; Lв = (1840 ± 10) мм.
Глубина пропилов в сечениях:
А – (3,0+0,3) мм;
Б – (3,0+0,3) мм;
В – (5,0+0,3) мм;
ширина пропилов* – 1..4 мм
(* – размеры для справок)
Рисунок П.А.6.2 – СОП типа "КО-ЧС4/7" – контрольная ось колесной
пары электровоза ЧС-4 (ЧС-7)
Примечания:
М – модель трещины (пропил глуб. (3,0 ± 0,3) мм – от основания резьбы;
ширина пропила* – 1..4 мм);
А - координата пропила определяется из соотношения [(L – r/2) ± 3] мм
(* – размеры для справок)
Рисунок П.А.6.3 – СОП типа "БТЭД-ЧС4/7" – контрольный болт
крепления дополнительных полюсов ТЭД ЧС4/7
Форма свидетельства об аттестации СОП
(наименование организации выдавшей свидетельство об аттестации)СВИДЕТЕЛЬСТВО об аттестации СОП
______________________________________________________________________
______________________________________________________________________
Акустические схемы, таблицы браковочных режимов
и дефектограммы контроля деталей
В.1 Детали вагонов электропоездов
1 - трещина;
2 - контролируемая зона;
Рисунок П.В.1.1 – Акустическая схема контроля вала шестерни тягового
редуктора вагона электропоезда
Таблица П.В.1.1 – Таблица браковочных режимов дефектоскопа для контроля вала шестерни тягового редуктора вагона электропоезда
Контролируемая |
Тип преобразователя, |
Границы зоны |
Границы зоны |
Режим |
Противоположный |
прямой |
305 |
8,7 |
- |
Зона |
прямой |
105..210 |
3,0..6,0 |
Gбр* |
Примечание: Браковочные режимы контроля получены дефектоскопом УД2-102 (или УД2-102ВД) (Изменение №3), зав. N_______ . Типовой вариант настройки (режимов) дефектоскопа N 981. С преобразователем П111-2,5-К12 (N______) номер настройки _________.
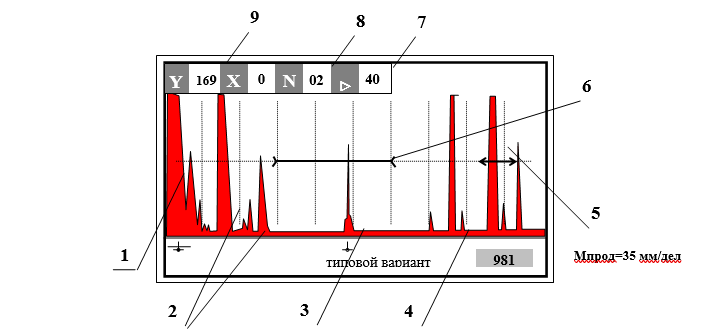
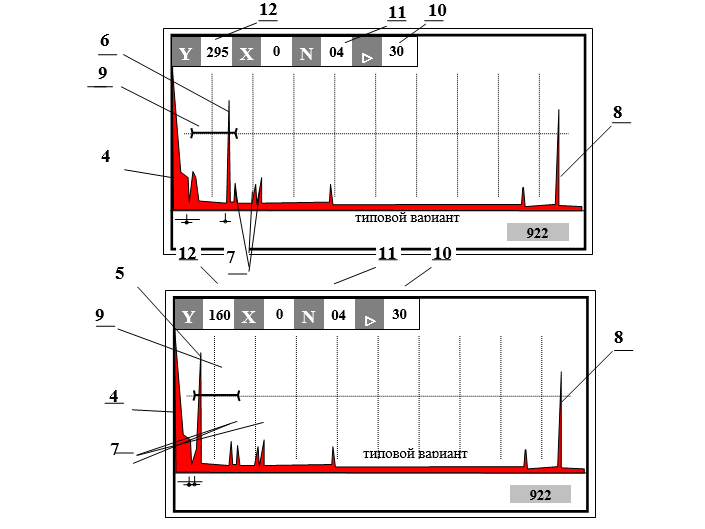
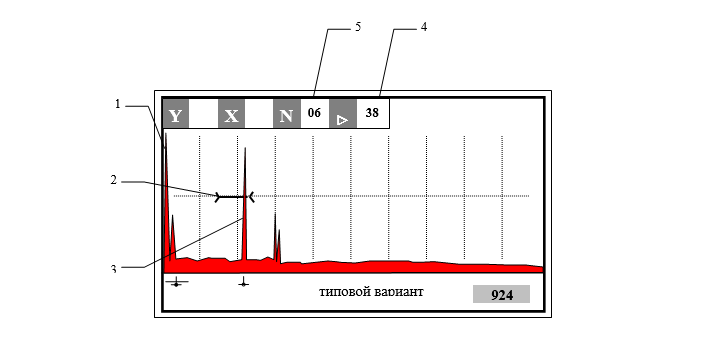
1 – передний фронт зондирующего импульса;
2 – помехи от маслоподводящего канала;
3 – эхо-сигнал от дефекта;
4 – эхо-сигнал от галтели вала;
5 – “донный” сигнал;
6 – зона контроля;
7 – уровень браковочной чувствительности;
8 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности;
9 – координата дефекта, мм
Рисунок П.В.1.2 – Типовая дефектограмма контроля вала шестерни
тягового редуктора вагона электропоезда

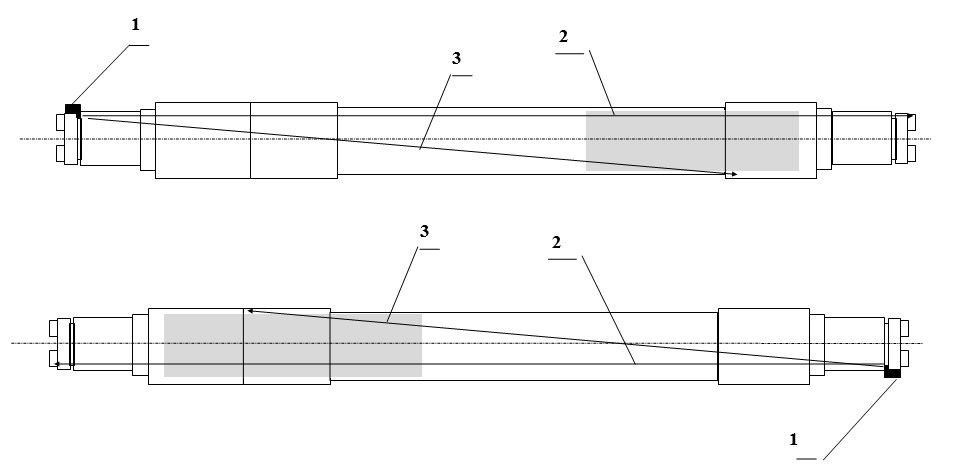
1 – прямой луч;
2 – трансформированный луч;
3 – возможные положения обнаруживаемых дефектов;
4 – передний фронт зондирующего импульса;
5 – эхо-сигнал от дефекта, обнаруженного прямым лучом;
6 – эхо-сигнал от дефекта, обнаруженного трансформированным лучом;
7 – помехи от кромок колец роликоподшипников;
8 – “донный” сигнал;
9 – зона контроля шейки;
10 – уровень браковочной чувствительности;
11 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности;
12 – координата дефекта, мм
Рисунок П.В.1.3 – Акустическая схема контроля и типовые дефектограммы
при контроле зоны шейки оси колесной пары вагона электропоезда
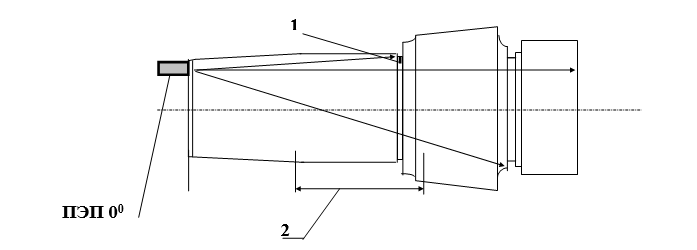
1 – положения комбинированного ПЭП (включен прямой излучатель);
2 – ось ультразвукового луча;
3 – "боковые" лучи
![]() – контролируемая зона
– контролируемая зона
Рисунок П.В.1.4 – Акустическая схема контроля дальней подступичной части и оценки "прозвучиваемости" оси
колесной пары вагона электропоезда
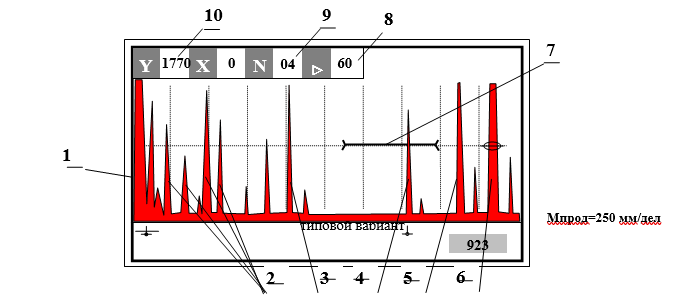
1 – передний фронт зондирующего импульса;
2 – помехи от кромок колец роликоподшипников и ближнего колеса;
3 – сигнал трансформированного луча от кромки галтели средней части (только при контроле со стороны торца, ближнего к БЗК);
4 – положение эхо-сигнала от дефекта под внутренней кромкой дальнего колеса;
5 – помехи от внешней кромки дальнего колеса и галтели шейки;
6 – “донный” сигнал”
7 – зона контроля
8 – уровень браковочной чувствительности, дБ;
9 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности;
10 – координата дефекта, мм
Рисунок П.В.1.5 – Типовая дефектограмма
при контроле дальней подступичной части оси колесной пары
вагона электропоезда с торца оси прямым ПЭП
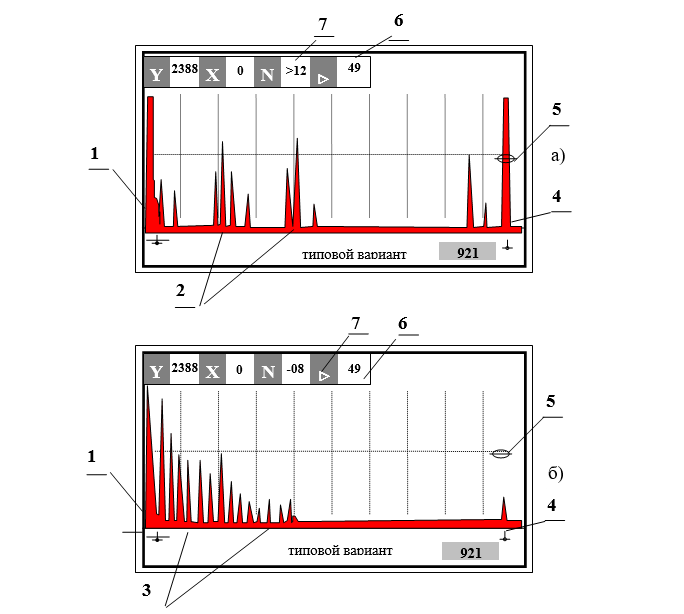
1 – передний фронт зондирующего импульса;
2 – помехи от напрессованных элементов;
3 – структурные шумы;
4 – "донный" сигнал;
5 – зона контроля;
6 – уровень браковочной чувствительности;
7 – разность уровней донного сигнала и браковочного;
Рисунок П.В.1.6 Типовые дефектограммы
при контроле "на прозвучиваемость" годной оси (а)
и с недопустимой величиной затухания ультразвука (б)
1 – комбинированный преобразователь (включен наклонный излучатель);
2 – ось ультразвукового луча;
3 – боковой луч
![]() – контролируемая зона
– контролируемая зона
Рисунок П.В.1.7 – Акустическая схема контроля наклонным преобразователем продольных волн
ближней подступичной части оси колесной пары вагона электропоезда

1 – передний фронт зондирующего импульса;
2 – положение эхо-сигнала от дефекта под внешней кромкой ближнего колеса;
3 – помехи от кромок ступицы ближнего колеса;
4 – “донный” сигнал”;
5 – зона контроля;
6 – уровень браковочной чувствительности;
7 – превышение уровня сигнала в зоне контроля над уровнем браковочной
чувствительности
Рисунок П.В.1.8 - Типовая дефектограмма при контроле с торца
наклонным преобразователем продольных волн ближней подступичной части оси колесной
пары вагона электропоезда

1 – положения ПЭП (50о) для контроля зон под внешними кромками ступиц колесного центра
(при отсутствии колец роликоподшипников буксового узла на шейках оси);
2 – положения ПЭП (50о) для контроля зон под внешними кромками ступиц колесного
центра и БЗК;
![]() – контролируемая зона
– контролируемая зона
Рисунок П.В.1.9 – Акустические схемы контроля подступичной части наклонным ПЭП поперечных волн
оси колесной пары вагона электропоезда
1– передний фронт зондирующего импульса;
2 – зона контроля;
3 – эхо-сигнал от дефекта;
4 – уровень браковочной чувствительности, дБ;
5 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности, дБ
Рисунок П.В.1.10 – Типовая дефектограмма
при контроле оси наклонным ПЭП (50о).
Таблица П.В.1.2 – Таблица браковочных режимов дефектоскопа для контроля осей колесных пар вагонов электропоездов (РУ-1 и РУ-1Ш – оси колесных пар немоторного вагона, РМ-3, РМ-5 – оси моторного вагона)
Контролируемая |
Тип преобразователя, |
Границы зоны |
Зона контроля |
Браковочная |
1. Противоположный |
1)комбинированный |
2241 |
9,0 |
- |
2)прямой |
2216 |
8,9 |
- |
|
2.Шейка оси |
1)комбинированный |
100..190 |
трансформированный луч |
Gбр1 |
2)прямой |
100..190 |
0,4..1,6 |
Gбр2 |
|
3)подтверждающий |
150..250 |
0,6..1,8 |
Gбрп1 |
|
3.Подступичная часть |
1)комбинированный |
1375..1950 |
5,5..7,8 |
Gбр3 |
2)прямой |
1375..1950 |
5,5..7,8 |
Gбр4 |
|
3)наклонный |
250..305 |
1,8..2,2 |
Gбр5 |
|
4.Подступичная часть |
1)комбинированный |
250..375 |
1,0..1,5 |
Gбр6 |
2)одиночный |
250..375 |
Мпрод=250 мм/дел |
Gбр7 |
|
3)наклонный |
230..320 |
1,6..2,3 |
Gбр5 |
Примечание: Браковочные режимы чувствительности получены для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) N ______ с преобразователями П131-2,5-0/18 N_____, П121-2,5-50 N_______, П111-2,5-18 N_______, П111-5,0-К6 N_______.
* Те же данные - для осей типа РМ-5.
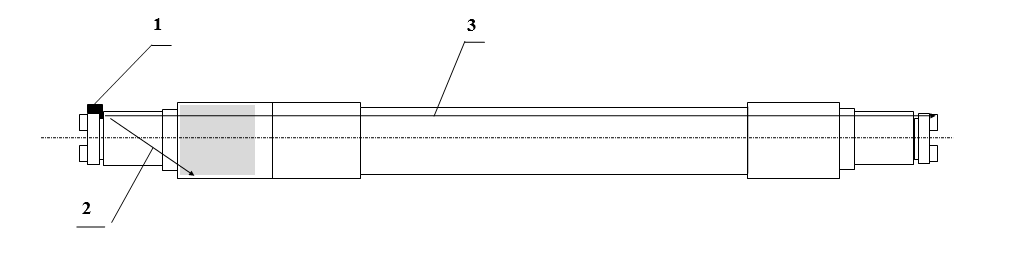
 1 – прямой ПЭП П111-5,0-К6;
1 – прямой ПЭП П111-5,0-К6;
М – модель трещины (пропил глуб. [3 ± 0,3] мм),
ширина пропила 1..4 мм
Рисунок П.В.1.11 – Контрольный образец стержня подвешивания
тягового редуктора вагона электропоезда
и акустическая схема контроля
Таблица П.В.1.3 – Таблица браковочных режимов дефектоскопа для контроля стержня подвешивания тягового редуктора вагона электропоезда
Контрольный |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
1. Противоположный |
прямой |
690 |
6,9 |
- |
2. Модель дефекта (пропил) |
прямой |
510 |
0,6..6,5 |
Gбр |
* Примечание: Браковочные режимы контроля получены дефектоскопом УД2-102 (или УД2-102ВД), (Изменение №3) зав. N_______, типовой вариант N984 с преобразователем П111-5,0-К6-002, N____________, настройка N________.
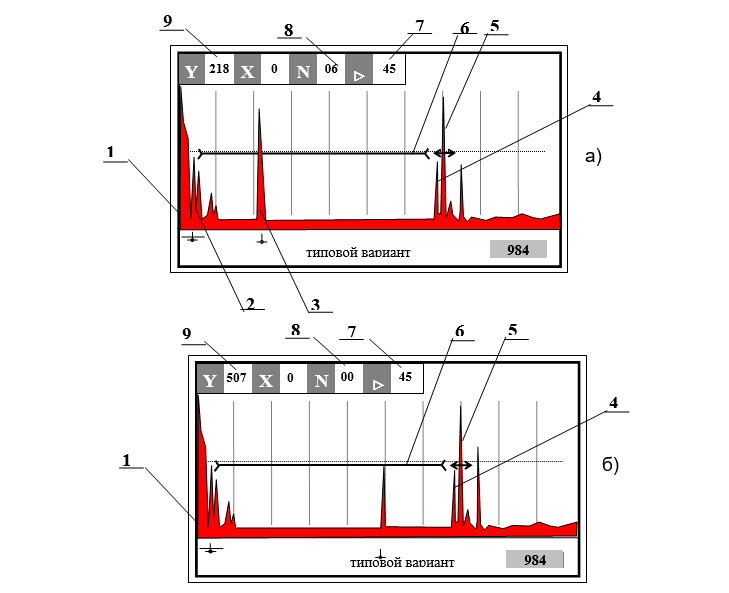
1 – передний фронт зондирующего импульса;
2 – помехи от нитей резьбы;
3 – эхо-сигнал от модели дефекта;
4 – эхо-сигнал от шплинтового отверстия;
5 – “донный” сигнал;
6 – зона контроля
Рисунок П.В.1.12 – Типовые дефектограммы при контроле
стержня подвешивания тягового редуктора вагона электропоезда
с вводом ультразвука в торец "А" (а) и соответственно в торец "Б" (б)
Таблица П.В.1.4 - Таблица браковочных режимов дефектоскопа для контроля зубьев тягового редуктора
Тип преобразователя, |
Зона контроля на линии |
Режим |
Специализированный |
2,0..5,0 |
Gбр |
Специализированный |
2,0..5,0 |
Gбр |
Режимы получены дефектоскопом УД2-102 (или УД2-102ВД) (Изменение №3), |
||
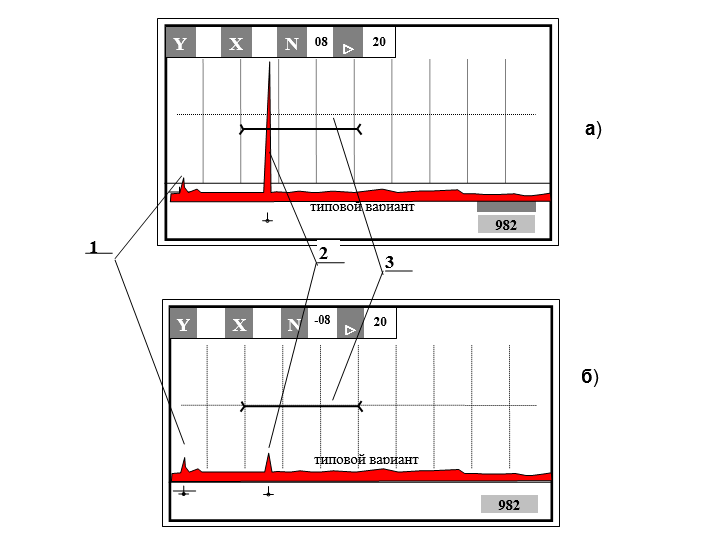
1 – зондирующий импульс;
2 – сигнал поверхностной волны, прошедшей через межзубную впадину;
3 – зона контроля;
а – дефектограмма при бездефектной межзубной впадине;
б – дефектограмма при наличии трещины
Рисунок П.В.1.13 – Типовые дефектограммы при контроле зубьев тягового редуктора
вагона электропоезда (или локомотива)

1 – наклонный преобразователь;
2 – контрольный отражатель (засверловка
Ø (4,0 ± 0,3) мм глубиной (5,0 ± 0,3) мм);
3 – фрагмент бандажа;
S – удаление центра засверловки от вершины гребня – (45 ± 10) мм
х – удаление точки ввода ультразвука от сечения с
отражателем (для ПЭП с углом ввода 40о х=(220 ± 15) мм;
для ПЭП с углом ввода 50о х=(310 ± 15) мм)
Рисунок П.В.1.14 Акустическая схема контроля основного сечения бандажа (обода)
колесной пары вагона электропоезда
Таблица П.В.1.5 - Таблица браковочных режимов дефектоскопа, фиксируемых при контроле бандажей колесных пар (ободьев) колесных пар вагона электропоезда
Контролируемая зона |
Тип преобразователя, |
Дальность |
Положение эхо-сигнала от |
Режим |
Основное сечение бандажа |
Наклонный |
340 |
6,8 |
Gбр1 |
Гребень |
Наклонный |
55 |
1,1 |
Gбр2 |
Режим определен для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав. N______
При замене дефектоскопа или преобразователя "браковочные" режимы в таблице фиксируются заново.

1 - передний фронт зондирующего импульса;
2 - помехи от шероховатостей внешней грани или клейм;
3 - эхо-сигнал от модели дефекта;
4 - зона контроля
Рисунок П.В.1.15 - Типовая дефектограмма при контроле основного сечения
бандажа колесной пары вагона электропоезда
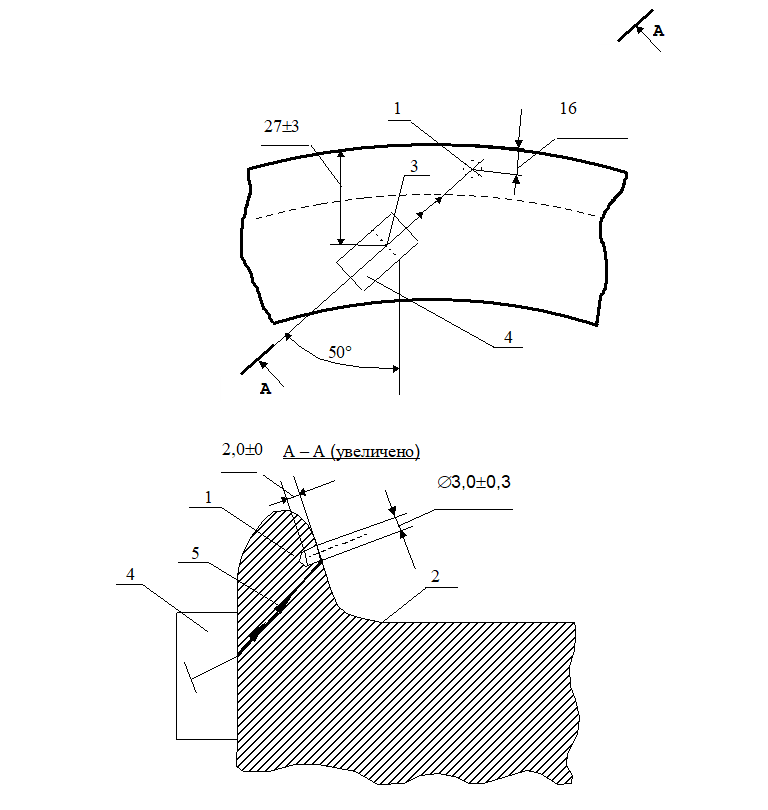
1 – модель дефекта;
2 – поверхность катания;
3 – точка ввода ультразвука;
4 –ПЭП;
5 –акустическая ось;
* - размер для справок.
Рисунок П.В.1.15 - Акустическая схема дефектоскопирования гребня бандажа
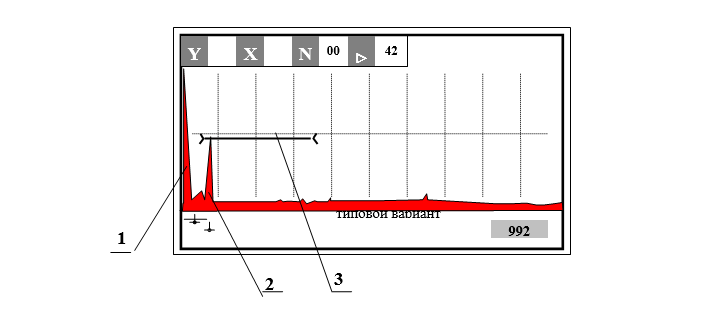
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от модели дефекта;
3 – зона контроля
Рисунок П.В.1.17 – Типовая дефектограмма
при контроле гребня бандажа колесной пары
Приложение В.3. Детали электровозов серий ВЛ
Примечание: акустические схемы, таблицы режимов и типовые дефектограммы для контроля бандажей колес и зубьев тяговых редукторов аналогичны показанным на рисунках П.В.2.11-П.В.2.15 и в таблицах П.В.2.2 и П.В.2.3
Таблица П.В.3.1 - Таблица рабочих режимов дефектоскопа для контроля удлиненных ступиц колесных центров электровозов серий ВЛ
Контролируемая зона |
Тип ПЭП, |
Границы зоны |
Границы зоны |
Режим |
1.Противоположный |
прямой N_______ |
320 |
6,4 |
Gбр* |
2. Зона галтели |
прямой N_______ |
150..230 |
3,0..4,6 |
Gбр** |
Примечания: *Условие прозвучиваемости ступицы: амплитуда "донного" сигнала на экране должна быть |
Примечание: Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД),
(Изменение №3) зав.N_________

1 - положение прямого ПЭП для ввода ультразвука со стороны средней части (ПЛ и ТЛ -
прямой и трансформированный лучи);
2 - положение прямого ПЭП для ввода ультразвука со стороны буксовой шейки (дл
я ступиц, восстановленных приваркой колец);
3 - передний фронт зондирующего импульса;
4 - эхо-сигналы прямого и трансформированных лучей от возможной трещины в зоне
галтельного перехода удлиненной части ступицы;
5 - зона контроля на экране;
6 - “донный” эхо-сигнал
Рисунок П.В.3.1 - Акустическая схема контроля (а) и типовая дефектограмма (б)
при контроле удлиненных ступиц колесных центров электровозов серий ВЛ
Таблица П.В.3.2 - Таблица браковочных режимов для контроля осей колесных пар электровозов ВЛ
Контролируемая зона |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
1 |
2 |
3 |
4 |
5 |
Противоположный торец |
Прямой П111-2,5-К12 |
2520 |
10,0 |
- |
Буксовая шейка оси. |
Прямой П111-2,5-К12 |
100..300 |
0,4..1,3 |
Gбр1 |
Подступичные |
Прямой П111-2,5-К12 |
1375..2125 |
5,5..8,5 |
Gбр2 |
Подступичные |
Наклонный П121-2,5-18о |
325..500 |
1,3..2,0 |
Gбр4 |
Браковочные режимы получены для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав. N_________ и ПЭП П111-2,5-К12 зав. N_________,
П111-5,0-К6 зав N_________, П121-2,5-18 зав. N_________, П121-2,5-50 зав. N________.
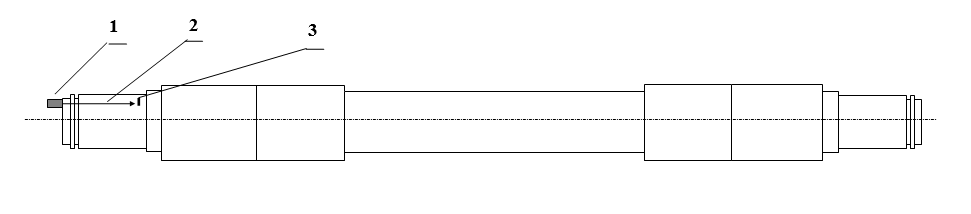
1- прямой преобразователь;
2 - ось ультразвукового луча;
3 - трещина
Рисунок П.В.3.2 – Акустическая схема контроля зоны шейки оси колесных пар
электровозов серий ВЛ

1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от дефекта в шейке оси;
3 – помеха от кромки кольца роликоподшипника;
4 – помехи от кромок колесного центра и внутренней галтели подступичной
части оси (с учетом трансформации луча продольной волны в поперечную);
5 – сигнал от галтели дальней шейки оси;
6 – “донный”;
7 – зона контроля
Рисунок П.В.3.3 – Типовая дефектограмма при контроле зоны
шейки оси колесной пары электровоза серии ВЛ
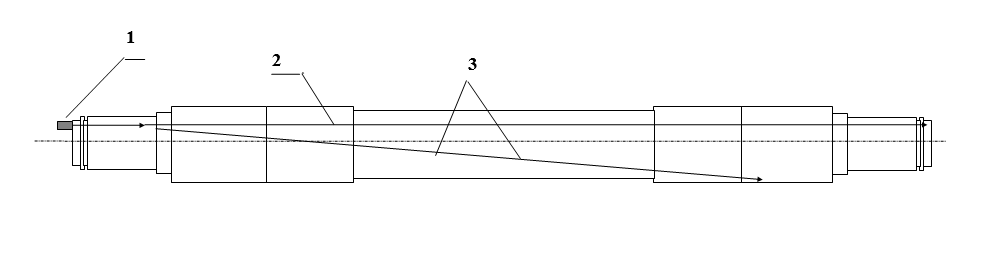
1 – прямой преобразователь;
2 – ось ультразвукового луча;
3 – "боковые" лучи
Рисунок П.В.3.4 – Акустическая схема контроля дальней подступичной части оси
колесной пары электровоза серии ВЛ и при оценке оси на "прозвучиваемость"

1 – передний фронт зондирующего импульса;
2 – "донный" сигнал;
3 – зона контроля;
4 – браковочный уровень;
5 – разность уровней донного эхо-сигнала и браковочного
Рисунок П.В.3.5 - Типовые дефектограммы годной (а) и подлежащей браковке (б)
оси при контроле "на прозвучиваемость"

1 – передний фронт зондирующего импульса;
2 – сигналы от кромок колец подшипников на шейке оси;
3 – помехи от кромок колесного центра и внутренней галтели подступичной части оси
(с учетом трансформации луча продольной волны в поперечную);
4 – сигнал от трещины в зоне под внутренней кромкой ступицы дальнего колеса;
5 – сигнал от галтели шейки оси;
6 – “донный” сигнал;
7 – зона контроля
Рисунок П.В.3.6 – Типовая дефектограмма при контроле дальней подступичной части оси
колесной пары электровоза серии ВЛ прямым ПЭП с торца
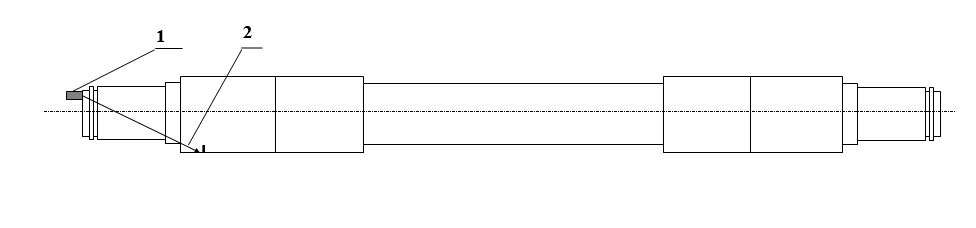
1 – наклонный преобразователь продольных волн;
2 – ось ультразвукового луча
Рисунок П.В.3.7 – Акустическая схема контроля ближней подступичной части
оси колесной пары электровоза серии ВЛ
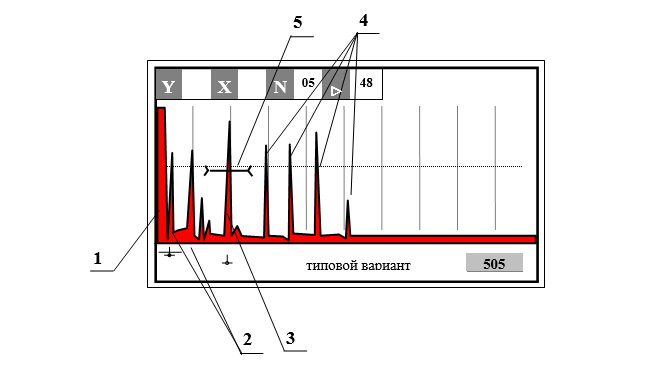
1 – передний фронт зондирующего импульса;
2 – помехи от кромок колец роликоподшипников;
3 – эхо-сигнал от трещины под ближней ступицей;
4 – эхо-сигналы от кромок ступиц колесного центра и внутренней
галтели подступичной части оси;
5 – зона контроля
Рисунок П.В.3.8 – Типовая дефектограмма при контроле с торца ближней
подступичной части оси колесной пары электровоза серии ВЛ наклонным
преобразователем продольных волн (18..22о)
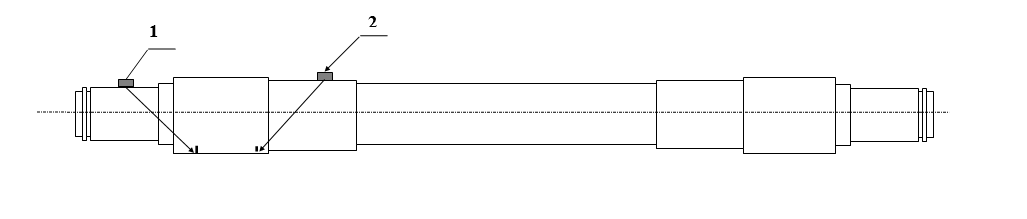
1 – положение ПЭП для контроля зоны под внешней кромкой ступицы
колесного центра (при отсутствии колец роликоподшипников;
2 – положение ПЭП для контроля зоны под внутренней кромкой ступицы
колесного центра
Рисунок П.В.3.9 – Акустические схемы контроля подступичной части оси колесной пары
электровоза серии ВЛ наклонным ПЭП поперечных волн

1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от трещины под кромкой ступицы;
3 – эхо-сигнал от внешнего угла галтели подступичной части оси;
4 – зона контроля
Рисунок П.В.3.9 – Типовые дефектограммы при контроле
подступичной части оси колесной пары электровоза серии ВЛ
наклонным ПЭП поперечных волн (50о)
с цилиндрических поверхностей средней части (а) и шейки оси (б)
Приложение В.4. Детали тепловозов ЧМЭ-3
Примечание: Акустические схемы, таблицы режимов и типовые дефектограммы для контроля бандажей колес и зубьев тяговых редукторов аналогичны показанным на рисунках П.В.2.11-П.В.2.15 и в таблицах П.В.2.2 и П.В.2.3

1 и 2 – зоны трещинообразования;
3 – прямой преобразователь П111-5,0-К6
Рисунок П.В.4.1 – Акустическая схема контроля болта подвески
тепловоза ЧМЭ3
Таблица П.В.3.2 - Таблица браковочных режимов для контроля осей колесных пар электровозов ВЛ
Контролируемая зона |
Тип преобразователя |
Границы |
Границы зоны |
Режим |
Противоположный торец |
Прямой П111 5-К6 |
737 |
7,4 |
- |
Зона 1, |
Прямой П111 5-К6 |
40..200 |
0,4..2,0 |
Gбр1 |
Зона 2, |
Прямой П111 5-К6 |
500..700 |
5,0..7,0 |
Gбр2 |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3)
зав.N_____ и ПЭП типа П111-5,0-К6, зав. N_________.
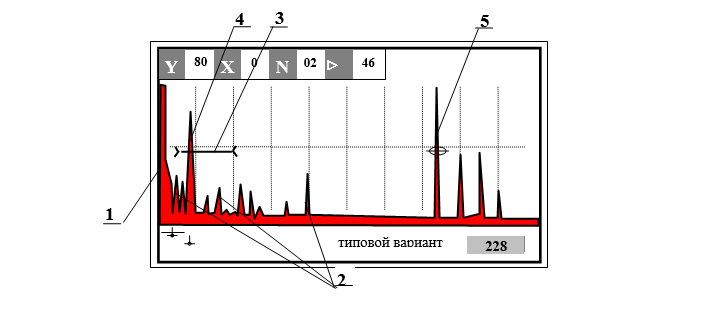
1 – передний фронт зондирующего импульса;
2 – помехи от витков резьбы и зернистой структуры металла;
3 – зона контроля;
4 – эхо-сигнал от возможной трещины в зоне хвостовика;
5 – “донный” сигнал
Рисунок П.В.4.2 – Типовая дефектограмма при контроле
болта подвески тепловоза ЧМЭ-3 (контроль зоны хвостовика)
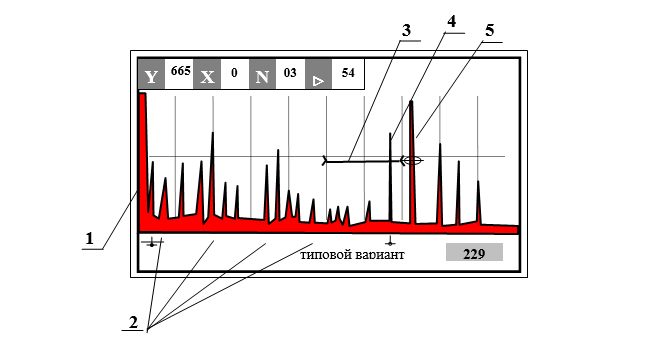
1 – передний фронт зондирующего импульса;
2 – помехи от витков резьбы и зернистой структуры металла;
3 – зона контроля;
4 – эхо-сигнал от возможной трещины в зоне хвостовика;
5 – “донный” сигнал
Рисунок П.В.4.3 – Типовая дефектограмма при контроле болта подвески тепловоза
ЧМЭ-3 (контроль зоны под головкой болта)
Таблица П.В.3.2 - Таблица браковочных режимов для контроля осей колесных пар электровозов ВЛ
Контролируемая зона |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
1.Противоположный торец |
Прямой П111-2,5-К12 |
2236 |
9,0 |
- |
2.Шейка оси и |
прямой П111-2,5-К12 |
100..180 |
0,4..0,7 |
Gбр1 |
3.Подступичная |
Прямой П111-2,5-К12 |
1375..2000 |
5,5..8,0 |
Gбр2 |
4.Подступичные |
Наклонный П121-2,5-18о |
200..400 |
0,8..1,6 |
Gбр4 |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав.N_______, и ПЭП типа П111-2,5-К12 N_______, П121-2,5-18 N_______, П121-2,5-50 N______, П121-2,5-40 N_______, П111-5,0-К6 N_______.
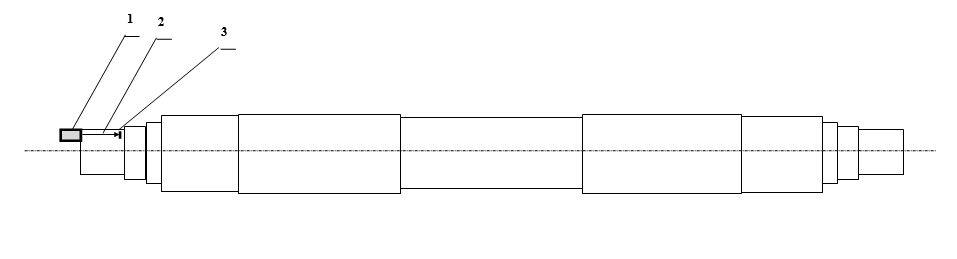
1– прямой преобразователь;
2 – ось ультразвукового луча (прямой луч);
3 – трещина;
Рисунок П.В.4.4 – Акустическая схема контроля
зоны шейки оси колесной пары тепловоза ЧМЭ-3

1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от дефекта в шейке оси;
3 – помехи от кромок колесного центра и внутренней галтели оси;
4 – сигнал от галтели дальней шейки оси;
5 – “донный”;
6 – зона контроля
Рисунок П.В.4.5 – Типовая дефектограмма
при контроле зоны шейки оси колесной пары тепловоза ЧМЭ-3
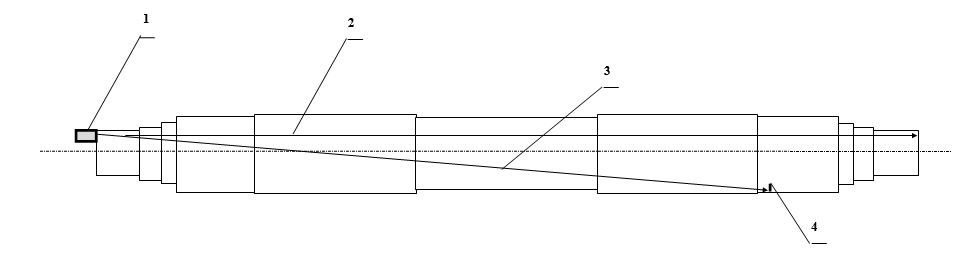
1– прямой преобразователь;
2– ось ультразвукового луча (прямой луч);
3 – боковой ультразвуковой луч;
4 – трещина
Рисунок П.В.4.6 – Акустическая схема контроля дальней подступичной части оси колесной пары
тепловоза ЧМЭ-3 и оценке ее на "прозвучиваемость"
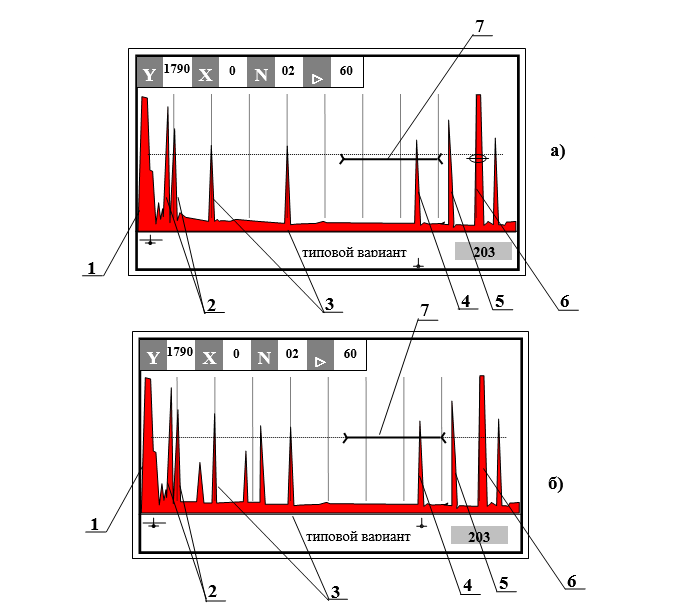
1 – передний фронт зондирующего импульса;
2 – сигналы от кромок колец подшипников на шейке оси;
3 – сигналы о кромок колесного центра и галтели средней части оси;
4 – сигнал от трещины в зоне под внутренней кромкой ступицы дальнего колеса;
5 – сигнал от галтели шейки оси;
6 – "донный" сигнал;
7 – зона контроля
Рисунок П.В.4.7 – Типовые дефектограммы при контроле оси колесной пары
тепловоза ЧМЭ-3 прямым ПЭП с торца, противоположного от ступицы
зубчатого колеса (а) и ближнего к ступице зубчатого колеса (б)
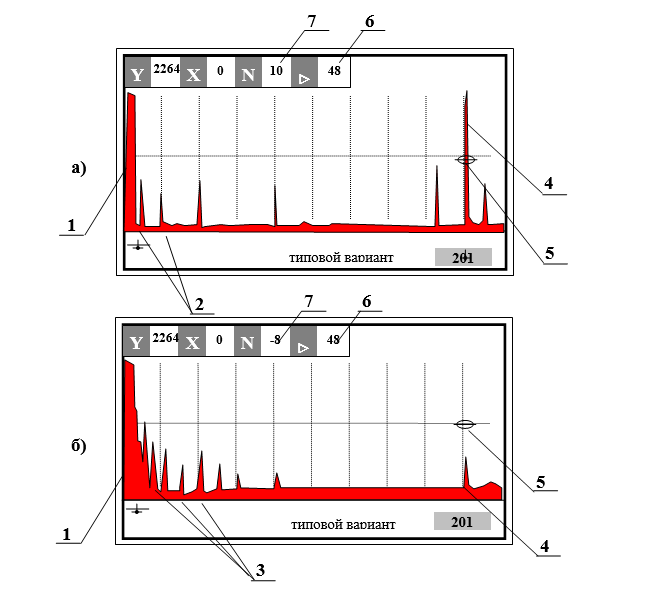
1 – передний фронт зондирующего импульса;
2 – помехи от напрессованных элементов;
3 – структурные шумы;
4 – "донный" сигнал;
5 – зона контроля;
6 – уровень браковочной чувствительности;
7 – разность уровней донного сигнала и браковочного
Рисунок П.В.4.8 – Типовые дефектограммы при контроле на "прозвучиваемость"
годной оси (а)
и оси с недопустимой величиной затухания ультразвука (б)
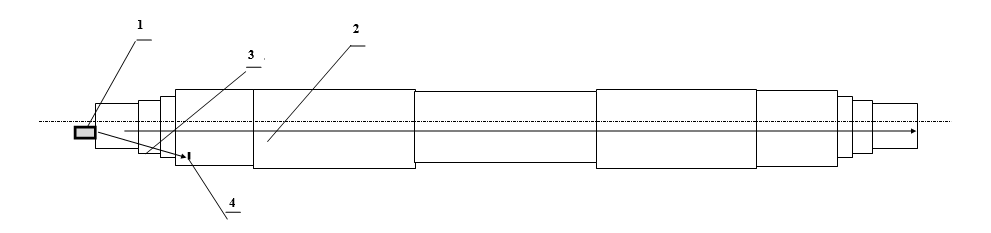
1- наклонный преобразователь;
2 - боковой ультразвуковой луч;
3 - ось ультразвукового луча;
4 - трещина
Рисунок П.В.4.9 - Акустическая схема контроля ближней подступичной части оси колесной пары
тепловоза ЧМЭ-3 наклонным ПЭП продольных волн с торца
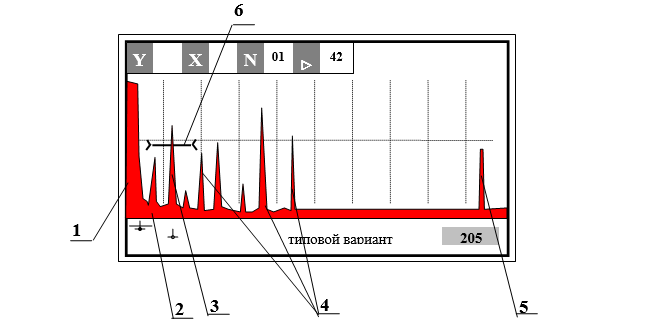
1 – передний фронт зондирующего импульса;
2 – помехи от кромок колец роликоподшипников;
3 – эхо-сигнал от трещины под ступицей колесного центра;
4 – помехи от кромок ступицы колеса и галтели подступичной части;
5 – "донный" сигнал;
6 – зона контроля
Рисунок П.В.4.10 – Типовая дефектограмма при контроле
ближней подступичной части оси колесной пары тепловоза ЧМЭ-3
наклонным ПЭП продольных волн с торца
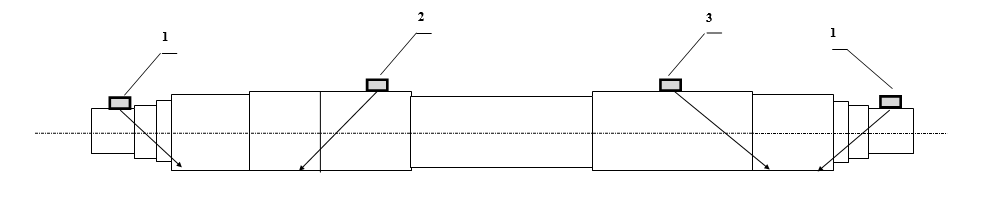
1– положения наклонного ПЭП П121-2,5-40о для контроля зон под внешними кромками ступиц колесных
центров;
2 – положение наклонного ПЭП П121-2,5-50о для контроля зоны под ступицей зубчатого колеса;
3 – положение наклонного ПЭП П121-2,5-50о для контроля зоны под ступицей колесного центра;
Рисунок П.В.4.11 – Акустическая схема контроля зон оси колесной пары
тепловоза ЧМЭ-3 (закрытых ступицами колесных центров и БЗК)
наклонным ПЭП поперечных волн с цилиндрической поверхности оси
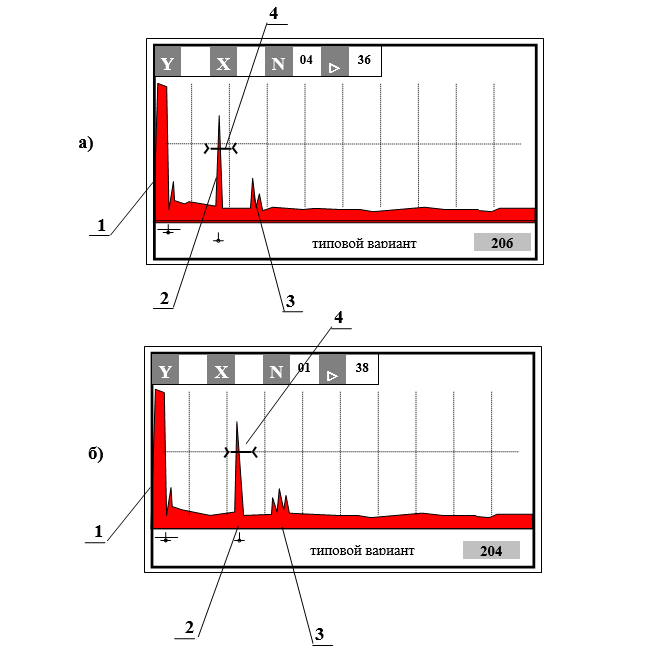
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от трещины под кромкой ступицы;
3 – эхо-сигнал от внутреннего угла ступицы колесного центра;
4 – зона контроля
Рисунок П.В.4.12 – Типовые дефектограммы при контроле
подступичной части оси колесной пары тепловоза ЧМЭ-3
наклонными ПЭП поперечных волн 40о – а) и 50о – б)
Таблица П.В.4.3 – Пример таблицы браковочных режимов контроля болта крепления ТЭД к раме тепловоза ЧМЭ-3 и полюсных болтов ТЭД
Контрольный отражатель |
Тип преобразователя, |
Дальность |
Границы зоны |
Чувствительность "браковочная” |
||||||
Противоположный |
Прямой П111-5,0-К6 |
92 |
|
|
9,2 |
|
|
- |
|
|
Пропил в |
То же |
55 |
|
|
1,0..9,2 |
|
|
* |
|
|
*Примечание: – Значения браковочной чувствительности Gбр для различных типоразмеров болтов определены для комплекта дефектоскопа УД2-102 (или УД2-102ВД),
(Изменение №3) зав.N_________ и ПЭП типа П111-5,0-К6, зав.N_______.
Типовые варианты NN221, 222, 223
Настройки NN _______, _________, _________.
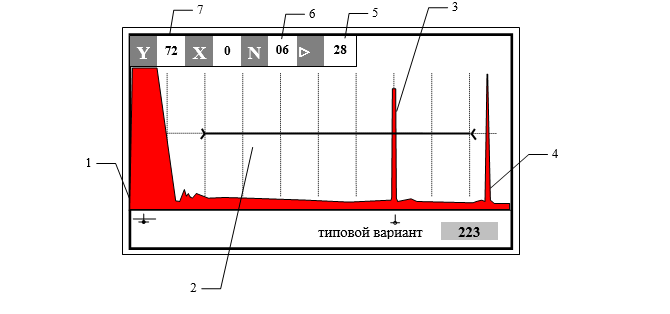
1 – передний фронт зондирующего импульса;
2 – зона контроля;
3 – эхо-сигнал от трещины в середине резьбовой части болта;
4 – "донный" сигнал;
5 – уровень браковочной чувствительности, дБ;
6 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности, дБ;
7 – координата дефекта, мм
Рисунок П.В.4.13. – Типовая дефектограмма при контроле
полюсного болта тягового электродвигателя ТЕ006
(полная номинальная длина болта 94 мм)
Приложение В.5 Детали электровозов серий ЧС2 и ЧС2т
Примечание: Акустические схемы, таблицы режимов и типовые дефектограммы для контроля бандажей колес и зубьев тяговых редукторов аналогичны показанным на рисунках П.В.2.11-П.В.2.15 и в таблицах П.В.2.2 и П.В.2.3
Таблица П.В.5.1-Таблица рабочих режимов для контроля удлиненных ступиц колесных центров электровозов ЧС-2
Контролируемая зона |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
1.Противоположный торец |
Прямой №_______ |
470 |
9,4 |
Gбр* |
2. Зона галтели |
Прямой №_______ |
200..350 |
4,0..7,0 |
Gбр** |
Примечания: *Условие прозвучиваемости ступицы: амплитуда "донного" сигнала на экране должна быть не менее полной |
||||
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД),(Изменение №3) зав. № ______.
Типовой вариант №621, настройка № _________.
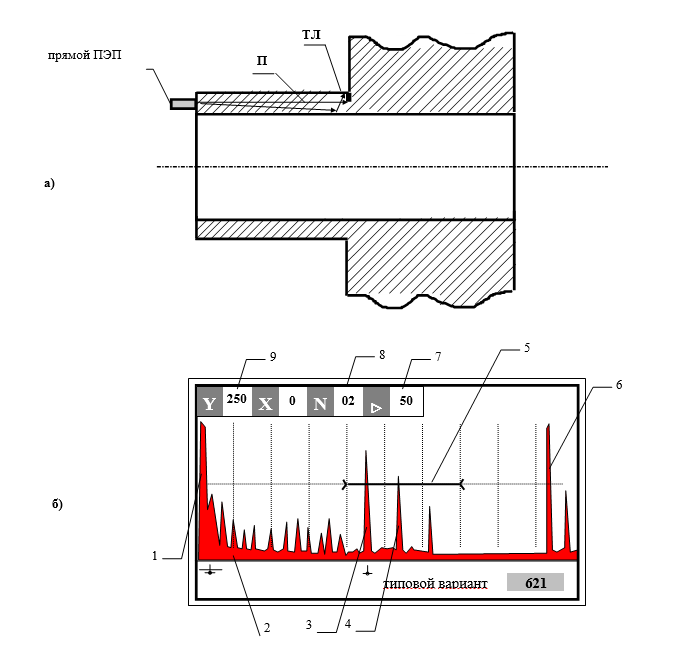
1 – передний фронт зондирующего импульса;
2 – помехи от зернистой структуры металла;
3 – эхо-сигнал от дефекта (прямой луч);
4 – эхо-сигнал от дефекта (трансформированный луч);
5 – зона контроля;
6 – “донный” сигнал;
7 – уровень браковочной чувствительности, дБ;
8 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ;
9 – координата дефекта, мм
Рисунок П.В.5.1 – Акустическая схема контроля (а) и типовая дефектограмма (б)
при контроле удлиненной ступицы колесного центра
Таблица П.В.5.2 - Таблица браковочных режимов для контроля осей колесных пар электровозов ЧС-2
Контролируемая зона |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
Противоположный торец |
Прямой П111-2,5-К12 |
2380 |
9,5 |
- |
Шейка оси |
прямой П111-2,5-К12 |
100..250 |
0,4..0,1 |
Gбр1 |
Подступичные |
Прямой П111-2,5-К12 |
1500..2000 |
6,0..8,0 |
Gбр2 |
Подступичные |
Наклонный П121-2,5-18о |
350..450 |
1,4..1,8 |
Gбр4 |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав. № ________ с преобразователями типа П111-2,5-К12 зав. № ________, П121-2,5-18 зав.№ ________, П121-2,5-50 зав. № _______, П121-2,5-40 зав. № _______, П111-5,0-К6 зав. № ______.
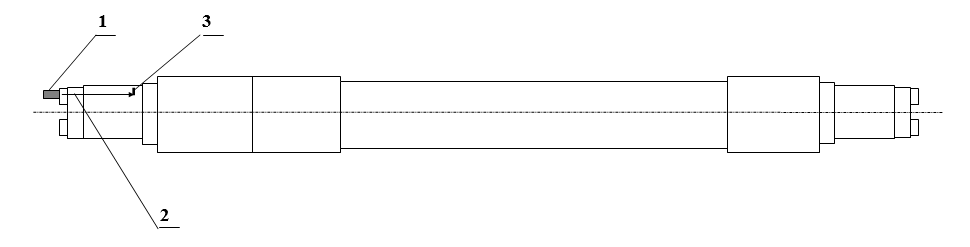
1 – прямой преобразователь;
2 – ось ультразвукового луча;
3 – трещина
Рисунок П.В.5.2 – Акустическая схема контроля зоны шейки оси колесной пары
электровоза ЧС-2
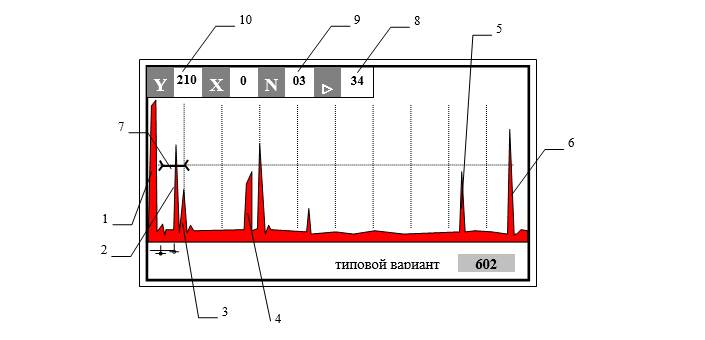
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от дефекта в шейке оси;
3 – помеха от кромки кольца роликоподшипника;
4 – помехи от кромок колесного центра;
5 – сигнал от галтели дальней шейки оси;
6 – “донный” сигнал;
7 – зона контроля;
8 – уровень браковочной чувствительности, дБ;
9 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ;
10 – координата дефекта, мм
Рисунок П.В.5.3 – Типовая дефектограмма при контроле зоны шейки оси
колесной пары электровоза ЧС-2
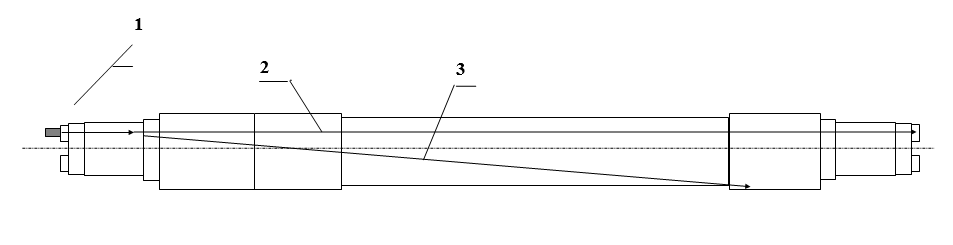
1 – прямой преобразователь;
2 – ось ультразвукового луча;
3 – "боковой" луч
Рисунок П.В.5.4 – Акустическая схема контроля дальней подступичной части оси
колесной пары электровоза ЧС-2 и контроля оси на "прозвучиваемость"
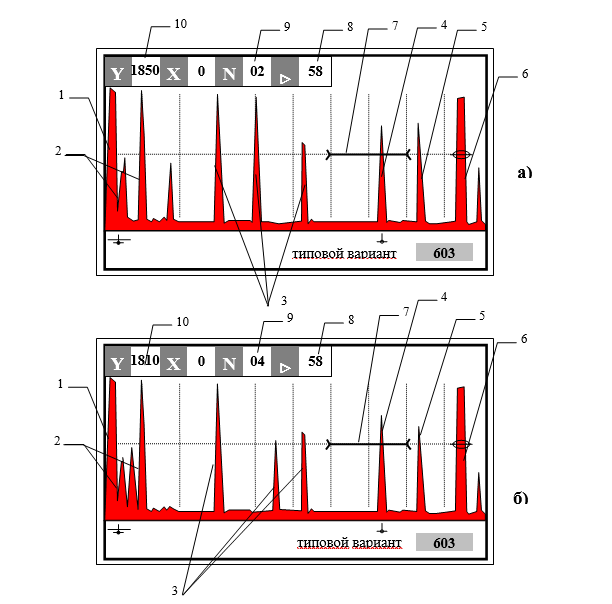
1 – передний фронт зондирующего импульса;
2 – сигналы от кромок колец подшипников на шейке оси;
3 – сигналы от кромок колеса и галтели средней части оси;
4 – сигнал от трещины под внутренней кромкой ступицы дальнего колеса;
5 – сигнал от галтели шейки оси;
6 – “донный” сигнал;
7 – зона контроля;
8 – уровень браковочной чувствительности, дБ;
9 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ;
10 – координата дефекта, мм
Рисунок П.В.5.5 – Типовые дефектограммы при контроле оси колесной пары
электровоза ЧС-2 прямым ПЭП с торца, ближнего к зубчатому колесу (а)
и дальнего от зубчатого колеса (б).
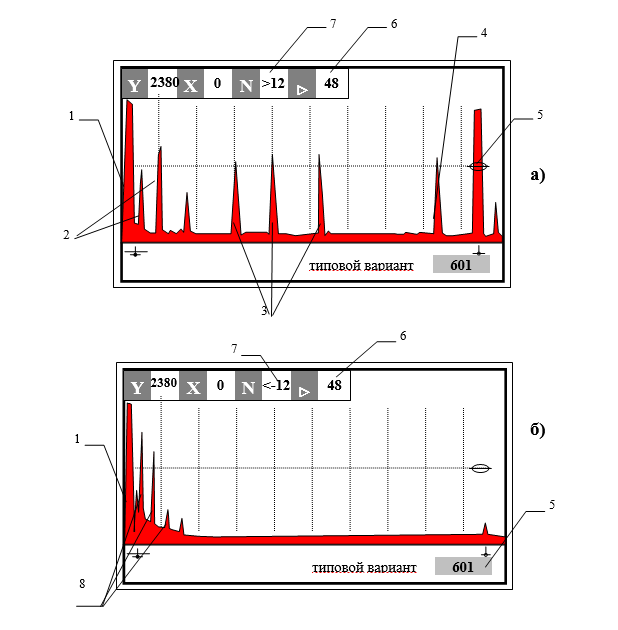
1 – передний фронт зондирующего импульса;
2 – сигналы от кромок колец подшипников на шейке оси;
3 – сигналы от кромок колеса и галтели средней части оси;
4 – сигнал от галтели шейки оси;
5 – “донный” сигнал;
6 – уровень браковочной чувствительности, дБ;
7 – разность между амплитудой донного сигнала и уровнем браковочной чувствительности, дБ;
8 – структурные шумы в материале оси (крупное зерно)
Рисунок П.В.5.6 – Типовые дефектограммы при контроле
на "прозвучиваемость" годной оси (а)
и оси с недопустимой величиной затухания ультразвука (б)
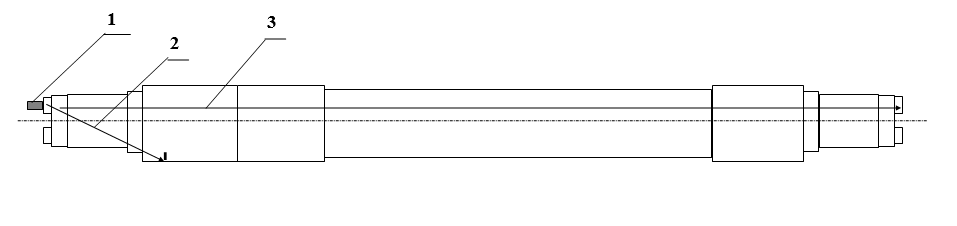
1 – наклонный преобразователь продольных волн;
2 – ось ультразвукового луча;
3 – боковой луч
Рисунок П.В.5.7 – Акустическая схема контроля ближней подступичной части оси
колесной пары электровоза ЧС-2 наклонным ПЭП продольных волн

1 – передний фронт зондирующего импульса
;
2 – помехи от кромок колец роликоподшипников;
3 – эхо-сигнал от трещины под ступицей колеса;
4 – помехи от кромок ступицы колеса и внутренней галтели подступичной части;
5 – "донный" сигнал;
6 – зона контроля;
7 – уровень браковочной чувствительности, дБ;
8 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ
Рисунок П.В.5.8 – Типовая дефектограмма при контроле ближней подступичной
части оси колесной пары электровоза ЧС-2
наклонным ПЭП с торца
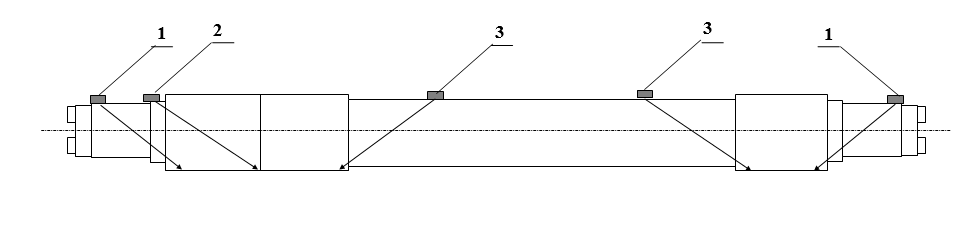
1 – положения ПЭП (40o) для контроля зон под внешними кромками ступиц колесного центра;
2 – положение ПЭП (50o) для контроля зоны в середине подступичной части оси под удлиненной
ступицей колесного центра;
3 – положения ПЭП (50o) для контроля зон под внутренними кромками ступиц колесного центра;
Рисунок П.В.5.8 – Типовая дефектограмма при контроле ближней подступичной
части оси колесной пары электровоза ЧС-2
наклонным ПЭП с торца
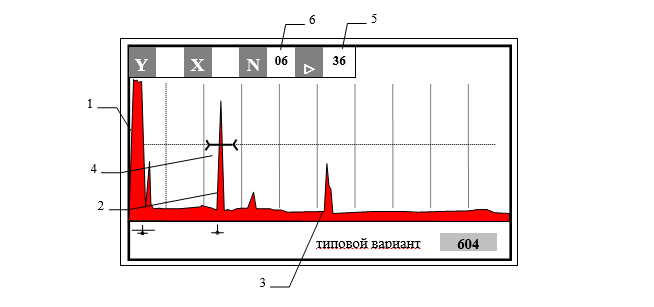
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от трещины под кромкой ступицы;
3 – эхо-сигнал от угла галтели подступичной части оси;
4 – зона контроля;
5 – уровень браковочной чувствительности, дБ;
6 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ
Рисунок П.В.5.10 – Типовая дефектограмма при контроле подступичной части
оси колесной пары электровоза ЧС-2
наклонным ПЭП поперечных волн (50o)
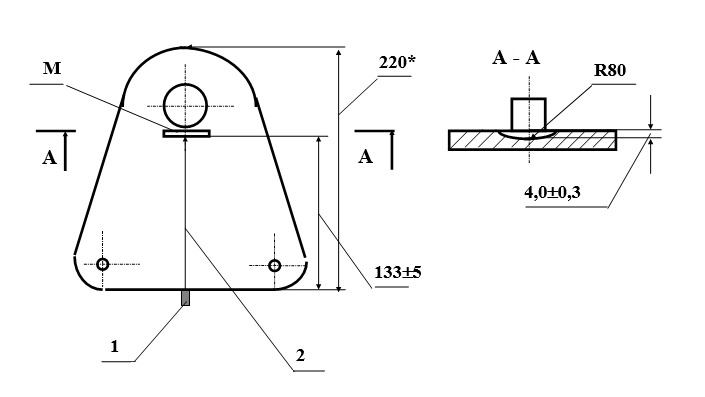
1 – прямой ПЭП;
2 – ось ультразвукового луча;
M – модель трещины
ширина пропила* – 1..4 мм (в зависимости от толщины фрезы)
Рисунок П.В.5.11 – Эскиз контрольного образца серьги
и акустическая схема ее контроля
Таблица П.В.5.3 - Таблица браковочных режимов для контроля серьги подвешивания буксового узла
Контролируемая зона или отражатель |
Тип ПЭП, |
Границы зоны |
Границы зоны |
Режим |
Противоположный торец щеки |
прямой |
220 |
8,8 |
- |
Зона
галтели |
прямой |
125..175 |
5,0..7,0 |
Gбр |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав № ________ с преобразователем типа П111-2,5-К12 зав. № _______.
Типовой вариант №631, настройка № _______.
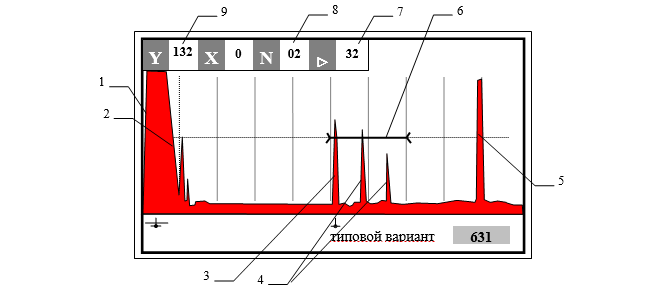
1 – передний фронт зондирующего импульса;
2 – задний фронт зондирующего импульса;
3 – эхо-сигнал от трещины (прямой луч);
4 – эхо-сигналы от трещины (трансформированный луч);
5 – “донный” сигнал;
6 – зона контроля;
7 – уровень браковочной чувствительности, дБ;
8 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ;
9 – координата дефекта, мм
Рисунок П.В.5.12 – Типовая дефектограмма при контроле
серьги подвешивания буксового узла электровоза ЧС-2
Таблица П.В.5.4 – Таблица браковочных режимов контроля болта крепления ТЭД электровоза ЧС-2
Контролируемая зона |
Тип ПЭП, |
Дальность |
Границы зоны |
Режим |
Противоположный |
прямой |
220 |
8,8 |
- |
Пропил в середине |
прямой |
участок болта |
5,0..8,0 |
Gбр |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав. № ________ с преобразователем типа П111-5,0-К6 зав. № _______.
Типовой вариант №651, настройка № ________.

1 – передний фронт зондирующего импульса;
2 – зона контроля;
3 – эхо-сигнал от трещины в середине резьбовой части болта;
4 – “донный” сигнал;
5 – уровень браковочной чувствительности, дБ;
6 – превышение амплитуды эхо-сигнала над уровнем браковочной чувствительности, дБ;
7 – координата дефекта, мм
Рисунок П.В.5.13 – Типовая дефектограмма при контроле
болта крепления тягового электродвигателя электровоза ЧС-2 к раме
Приложение В.6 Детали электровозов серий ЧС4, ЧС4т, ЧС7
Примечание: акустические схемы, таблицы режимов и типовые дефектограммы для контроля бандажей колес и зубьев тяговых редукторов аналогичны показанным на рисунках П.В.2.11-П.В.2.15 и в таблицах П.В.2.2 и П.В.2.3
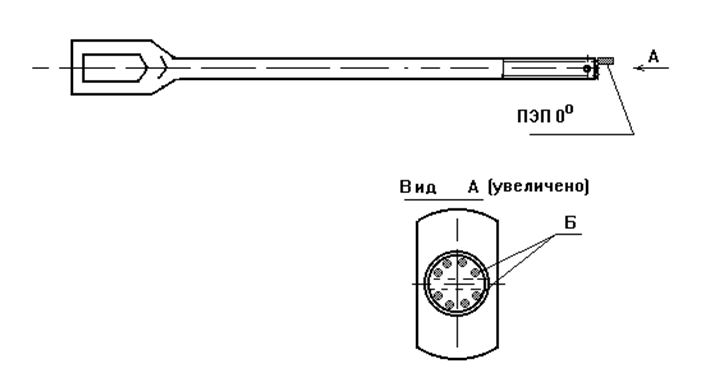
Б – положения точек ввода ультразвука при контроле болта
Рисунок П.В.6.1 – Акустическая схема контроля болта подвешивания электровоза ЧС-7
Таблица П.В.6.1 - Таблица браковочных режимов для контроля болта подвешивания электровоза ЧС-7
Контролируемая зона |
Тип ПЭП, |
Границы зоны |
Границы зоны |
Режим |
1. Противоположный |
прямой |
815 |
8,1 |
- |
2. Резьбовая |
прямой |
195 |
0,6..2,0 |
Gбр1 |
3.Нерезьбовая |
прямой |
400 |
2,0..4,5 |
Gбр2 |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав. № __________ с преобразователем П111-5,0-К6 зав. № _______.

1 – передний фронт зондирующего импульса;
2 – помехи от нитей резьбы;
3 – эхо-сигнал от дефекта;
4 – "донный" сигнал;
5 – зона контроля резьбовой части;
6 – уровень браковочной чувствительности, дБ;
7 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ;
8 – координата дефекта, мм
Рисунок П.В.6.2 – Типовая дефектограмма при контроле
резьбовой части болта подвешивания электровоза ЧС-7
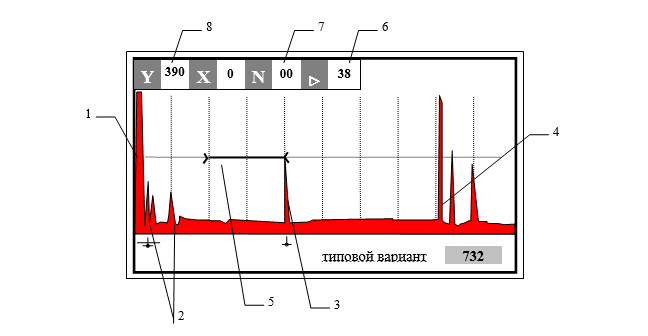
1 – передний фронт зондирующего импульса;
2 – помехи от нитей резьбы;
3 – эхо-сигналы от моделей дефектов;
4 – “донный” сигнал;
5 – зона контроля нерезьбовой части;
6 – уровень браковочной чувствительности, дБ;
7 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ;
8 – координата дефекта, мм
Рисунок П.В.6.3 – Типовая дефектограмма при контроле
нерезьбовой части болта подвешивания электровоза ЧС-7
Таблица П.В.6.2 Таблица браковочных режимов для контроля осей колесных пар электровозов ЧС-4, ЧС-4т, ЧС-7
Контролируемая зона |
Тип преобразователя, |
Дальность |
Границы зоны |
Режим |
Противоположный торец |
Прямой П111-2,5-К12 |
2350 |
9,4 |
- |
Шейка оси |
прямой П111-2,5-К12 |
100..250 |
0,4..0,1 |
Gбр1 |
Подступичные |
Прямой П111-2,5-К12 |
250..650 |
1,0..2,6 |
Gбр2 |
Подступичные |
Наклонный П121-2,5-18о(22о) |
250..500 |
1,0..2,0 |
Gбр4 |
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав.№ ________, с преобразователями типа П111-2,5-К12 зав.№ _______, П121-2,5-18 зав. № _______, П111-5,0-К6 зав. № ________.
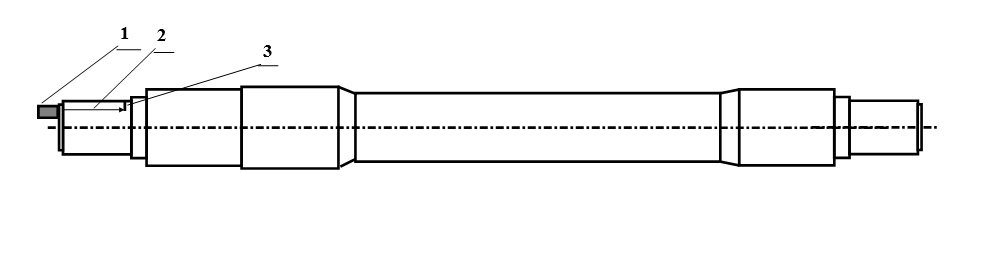
1 – положение прямого ПЭП для контроля буксовой шейки оси;
2 – ось ультразвукового луча;
3 – трещина в галтели шейки
Рисунок П.В.6.4 – Акустическая схема контроля буксовой шейки
оси колесной пары электровоза ЧС4(ЧС7)
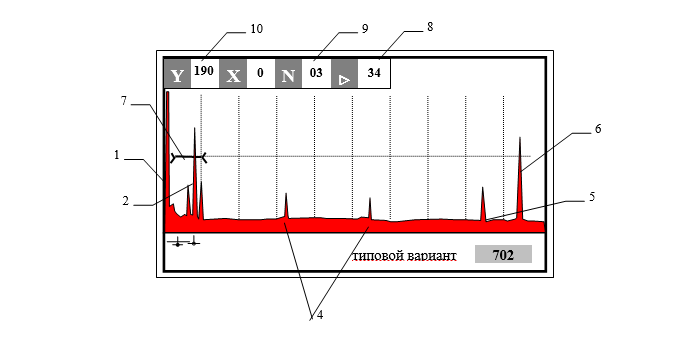
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от дефекта в шейке оси;
3 – помеха от кромки кольца роликоподшипника;
4 – помехи от кромок колеса и зубчатого колеса;
5 – сигнал от галтели дальней шейки оси;
6 – “донный” сигнал;
7 – зона контроля
8 – уровень браковочной чувствительности, дБ;
9 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ;
10 – координата дефекта, мм
Рисунок П.В.6.5 – Типовая дефектограмма при контроле зоны шейки оси
колесной пары электровоза ЧС-4 (ЧС-7)
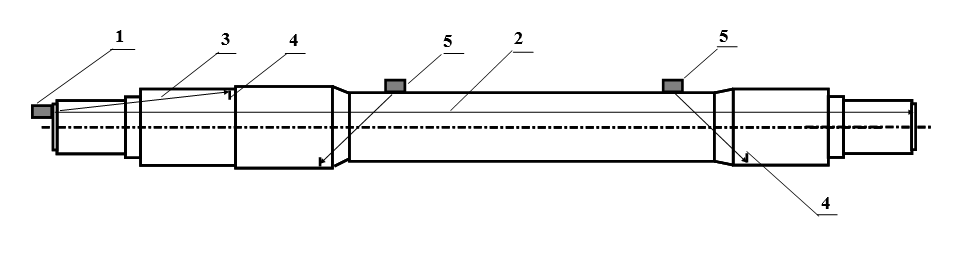
1 - положение прямого ПЭП;
2 - ось ультразвукового луча;
3 - боковой луч;
4 - трещины в зоне под внутренней кромкой ступицы колесного центра;
5 - положения наклонного ПЭП (50о) для контроля зон, прилегающих к внутренним кромкам ступиц колесных центров, в т.ч. БЗК
Рисунок П.В.6.5 – Типовая дефектограмма при контроле зоны шейки оси
колесной пары электровоза ЧС-4 (ЧС-7)
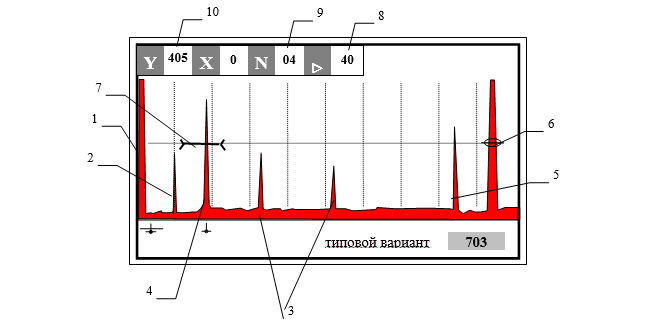
1 – передний фронт зондирующего импульса;
2 – сигнал от кромки кольца подшипника на шейке оси;
3 – сигналы от кромок колесного центра;
4 – сигнал от трещины в зоне под внутренней кромкой ступицы колесного центра;
5 – сигнал от галтели шейки оси;
6 – “донный” сигнал;
7 – зона контроля
8 – уровень браковочной чувствительности, дБ;
9 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ;
10 – координата дефекта, мм
Рисунок П.В.6.8 – Типовая дефектограмма при контроле подступичной
части оси колесной пары электровоза ЧС4 (ЧС7) прямым ПЭП с торца
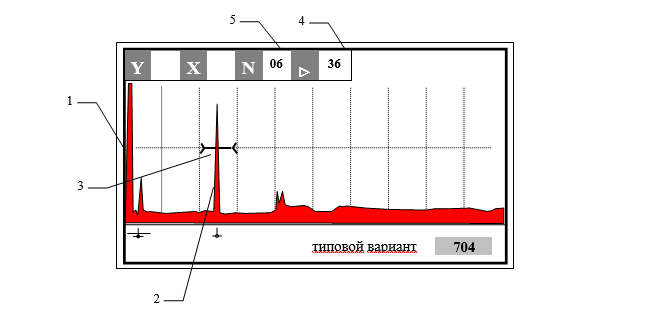
1 – передний фронт зондирующего импульса;
2 – сигнал от трещины в зоне под внутренней кромкой ступицы колесного центра;
3 – зона контроля;
4 – уровень браковочной чувствительности, дБ;
5 – превышение амплитуды эхосигнала над уровнем браковочной чувствительности, дБ;
Рисунок П.В.6.9 – Типовая дефектограмма при контроле
подступичной части оси электровоза ЧС4 (ЧС7) наклонным ПЭП (50о)
со средней части оси
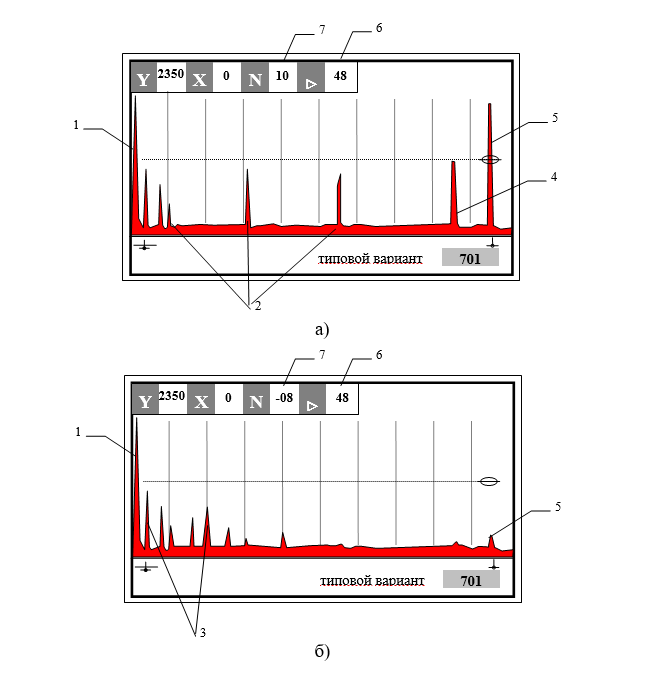
1 – передний фронт зондирующего импульса;
2 – сигналы от напрессованных элементов;
3 – структурные шумы;
4 – сигнал от галтели шейки оси;
5 – “донный” сигнал;
6 – уровень браковочной чувствительности, дБ;
7 – разность между амплитудой донного сигнала и уровнем браковочной чувствительности, дБ;
Рисунок П.В.6.10 – Типовые дефектограммы при контроле
на "прозвучиваемость" годной оси (а)
и оси с недопустимым значением затухания ультразвука (б)
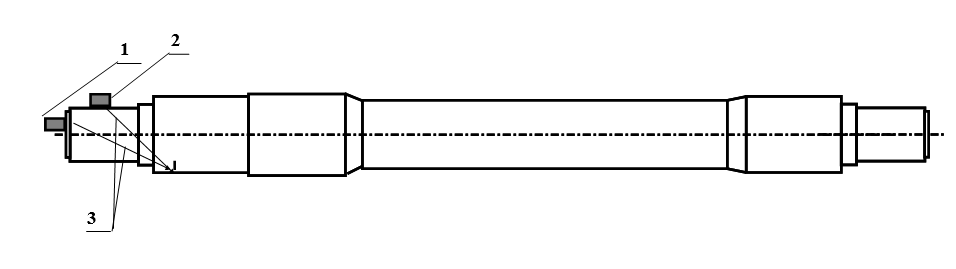
1 – положение наклонного ПЭП продольных волн;
2 – положение наклонного ПЭП поперечных волн;
3 – ось ультразвукового луча;
4 – трещина в зоне под внешней кромкой ступицы колесного центра
Рисунок П.В.6.11 – Акустические схемы контроля подступичной части
осей колесных пар электровозов ЧС4 (ЧС7) в зонах,
прилегающих к внешним кромкам ступиц колесных центров электровозов ЧС4 (ЧС7)
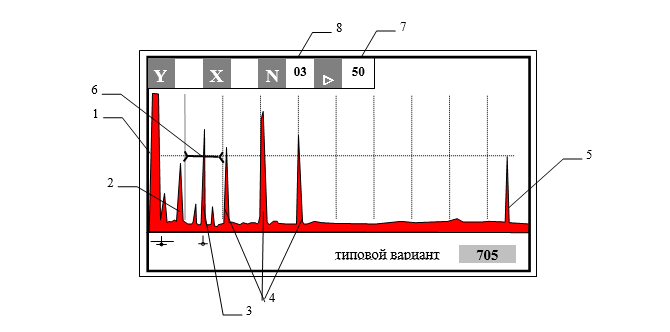
1 – передний фронт зондирующего импульса;
2 – помехи от кромок колец роликоподшипников;
3 – эхо-сигнал от трещины под ступицей колеса;
4 – помехи от кромок ступицы колеса и галтели подступичной части;
5 – "донный" сигнал;
6 – зона контроля
7 – уровень браковочной чувствительности, дБ;
8 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ
Рисунок П.В.6.12 – Типовая дефектограмма при контроле
ближней подступичной части оси колесной пары электровоза ЧС4 (ЧС7)
наклонным ПЭП продольных волн с торца
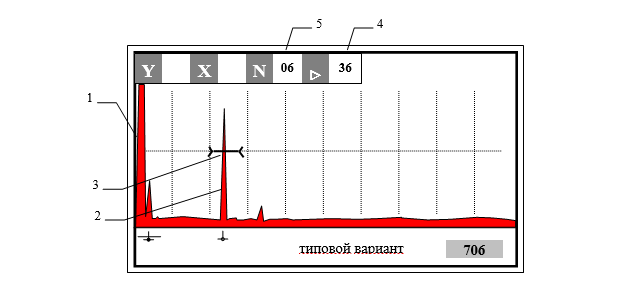
1 – передний фронт зондирующего импульса;
2 – сигнал от трещины в зоне под внутренней кромкой ступицы колесного центра;
3 – зона контроля;
4 – уровень браковочной чувствительности, дБ;
5 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ
Рисунок П.В.6.13 – Типовая дефектограмма при контроле
подступичной части оси колесной пары электровоза ЧС4 (ЧС7)
наклонным ПЭП поперечных волн (50о) с шейки оси
Таблица П.В.6.3 - Таблица браковочных режимов для контроля болтов крепления полюсов тягового электродвигателя электровоза ЧС4(ЧС7)
Контрольный |
Тип ПЭП, |
Дальность |
Границы зоны |
Режим |
Противоположный торец |
прямой
П111-5,0-К6 |
108 |
7,2 |
- |
Модель трещины (пропил |
то же |
90 |
0,6..7,0 |
* |
Примечание: Браковочные значения чувствительности определяют для соответствующего типоразмера болта и используемого комплекта дефектоскоп – преобразователь.
Таблица составлена для дефектоскопа УД2-102 (или УД2-102ВД), (Изменение №3) зав.№ _______ с преобразователям типа П111-5,0-К6 зав. № ______.
Типовые варианты №№ 741,742,743,744.
Настройки №№ ______, ______, _______, ______.
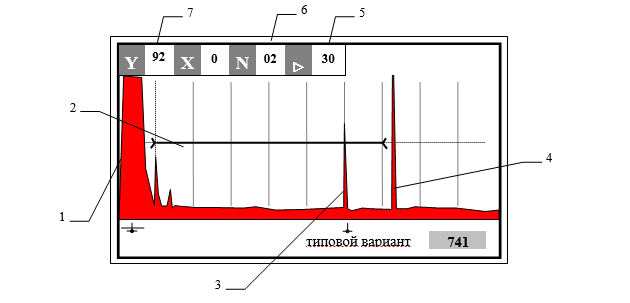
1 – передний фронт зондирующего импульса;
2 – зона контроля;
3 – эхо-сигнал от трещины в середине резьбовой части болта;
4 – “донный” сигнал;
5 – уровень браковочной чувствительности, дБ;
6 – превышение амплитуды эхосигнала над уровнем браковочной
чувствительности, дБ;
7 – координата дефекта, мм
Рисунок П.В.6.14 – Типовая дефектограмма при контроле болтов крепления
полюсов ТЭД электровозов ЧС4(ЧС7)
(на примере болта с полной длиной 108 мм)
Таблица П.В.6.4 - Таблица браковочных режимов контроля валика подвески амортизатора электровоза ЧС4
Контрольный |
Тип ПЭП, |
Дальность |
Границы зоны |
Режим |
Противоположный торец |
прямой
П111-5,0-К12 |
170 |
6,8 |
- |
Модель трещины (пропил) |
то же |
56 |
2,2 |
Gбр |

В – расположение точек ввода ультразвука на плоскости головки валика
(заштрихованные круги - контактные площадки ввода ультразвука);
Рисунок П.В.6.15 – Схема сканирования при контроле валика
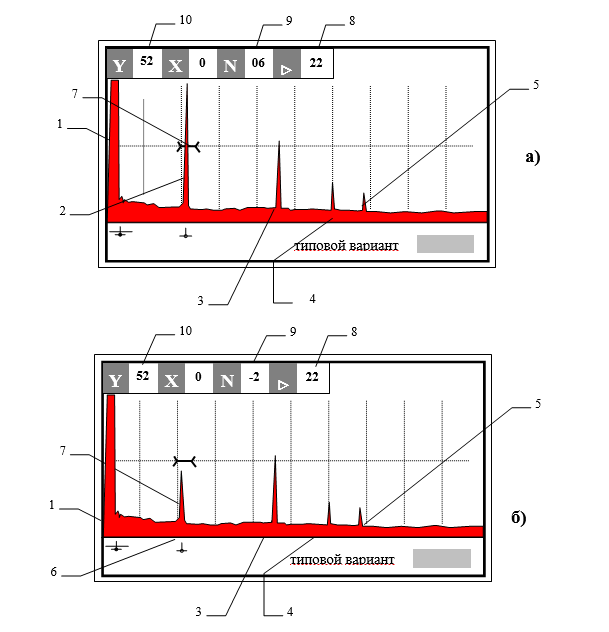
1 – передний фронт зондирующего импульса;
2 – эхо-сигнал от трещины в зоне перехода;
3 – эхо-сигнал от галтели в зоне перехода к резьбовой части валика;
4 – сигнал трансформированного луча от галтели;
5 – “донный” сигнал;
6 - эхо-сигнал от галтели в зоне перехода между цилиндрическими
поверхностями валика;
7 – зона расположения эхо-сигнала от трещины
8 – уровень браковочной чувствительности, дБ;
9 – разность между уровнями эхосигнала и браковочной чувствительности, дБ;
10 – координата дефекта, мм
Рисунок П.В.6.16 – Типовые дефектограммы
при контроле валика подвески амортизатора электровоза ЧС4
(а - дефектного ; б - бездефектного)
ТАБЛИЦА Г1 – ФОРМА РАБОЧЕГО ЖУРНАЛА УЧЕТА РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ОСЕЙ КОЛЕСНЫХ ПАР
№ п/п |
Дата |
Тип и № оси |
Значения браковочной чувствительности, |
Результаты |
Дефектоскопист |
Подпись |
Подпись |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
|
|
Контрольная |
N1, дБ |
N2, дБ |
N3, дБ |
N4, дБ |
N5, дБ |
N6, дБ |
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ: Строка 1 заполняется при оценке воспроизводимости рабочих режимов в начале смены
ТАБЛИЦА Г2 – ФОРМА РАБОЧЕГО ЖУРНАЛА УЧЕТА РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ БАНДАЖА КОЛЕСНОЙ ПАРЫ
№ п/п |
Дата |
№ и маркировка |
Значения браковочной чувствительности, |
Результаты |
Дефектоскопист |
Подпись |
Подпись |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
Контрольный |
N1, дБ |
N2, дБ |
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ: Строка 1 заполняется при оценке воспроизводимости рабочих режимов в начале смены
Подключение ультразвукового
дефектоскопа "ПЕЛЕНГ" УД2-102 к ПЭВМ
П.А.1 ОБЩИЕ ПОЛОЖЕНИЯ
П.Д.1.1 Для распечатки протоколов и отчетов, а также сохранения их в виде файлов дефектоскоп должен быть подключен к компьютеру (ПЭВМ).
П.Д.1.2 Требования к ПЭВМ:
1) ПЭВМ должна быть оборудована дисководом 3,5" и манипулятором типа "мышь";
2) на ПЭВМ должна быть установлена русифицированная версия системы WINDOWS-95 (98);
3) к ПЭВМ должен быть подключен принтер и установлен драйвер подключенного принтера;
4) ПЭВМ должна иметь свободный последовательный порт RS-232 (разъем) "СОМ 1", "СОМ 2", "СОМ 3" или "СОМ 4" (как правило, используется порт "СОМ 2" с разъемом DB-25F или DB-9F).
П.Д.1.3 Специализированное ПО для ПЭВМ поставляется на дискете 3,5" и содержит следующие файлы:
1) raport.exe
2) ud.cod
П.Д.1.4 Для подключения дефектоскопа "ПЕЛЕНГ" УД2 102 к ПЭВМ его необходимо укомплектовать информационным кабелем RS-232 с разъемами DB-9F и DB-25F либо с двумя разъемами DB-9F (тип кабеля определяется имеющимся разъемом на ПЭВМ).
2 ПОРЯДОК РАБОТЫ
П.Д.2.1 При отключенных ПЭВМ и дефектоскопе соединить информационным кабелем разъем "RS 232" дефектоскопа (типа DB-9F) с одним из разъемов "СОМ" на задней стенке ПЭВМ.
П.Д.2.2 Включить ПЭВМ, принтер и дефектоскоп.
П.Д.2.3 На дефектоскопе:
в любом режиме (кроме "ПАУЗЫ") перейти в меню "ИНДИКАТОРЫ", для чего нажать кнопку ![]() ;
;
с помощью кнопок ![]() и
и ![]() выделить темным фоном пункт меню "КОМПЬЮТЕР";
выделить темным фоном пункт меню "КОМПЬЮТЕР";
нажимая любую из кнопок ![]() и
и ![]() , установить в данном пункте меню состояние "+".
, установить в данном пункте меню состояние "+".
Примечания:
1) Далее дефектоскоп может находиться в любом режиме (при необходимости оператор устанавливает требуемый режим работы).
2) Для выхода из меню "ИНДИКАТОРЫ" нажать кнопку ![]() .
.
3) При отключении и повторном включении дефектоскопа в пункте меню "КОМПЬЮТЕР" по умолчанию устанавливается состояние "–".
П.Д.2.4 На ПЭВМ (при первичном обращении к ПО) создать отдельный каталог и скопировать в него все имеющиеся на прилагаемой дискете файлы.
Примечания:
1) Запуск ПО можно осуществлять и с дискеты; при этом скорость работы ПО будет существенно ниже.
2) При создании отдельного каталога в ПЭВМ для копирования в него файлов с прилагаемой дискеты указанный каталог может иметь любое имя кроме "RAPORT".
П.Д.2.5 На ПЭВМ:
П.Д.2.5.1 В созданном каталоге выделить файл "raport.exe" и запустить его. При этом на экране появится окно "Рапорт Пеленга";
П.Д.2.5.2 Подвести и щелкнуть левой клавишей "мыши" на пункте меню "Вызвать" (в верхнем левом углу окна);
П.Д.2.5.3 В раскрывшемся меню щелкнуть левой клавишей "мыши" на пункте "Из прибора";
П.Д.2.5.4 При необходимости подвести и щелкнуть левой клавишей "мыши" на пункте меню "Настройка";
П.Д.2.5.5 В раскрывшемся меню щелкнуть левой клавишей "мыши" на требуемом пункте "СОМ 1", "СОМ 2", "СОМ 3" или "СОМ 4" (в зависимости от того, какой порт используется).
Примечания:
1) По умолчанию устанавливается порт "СОМ 2".
2) При правильных установках (в предыдущих пунктах) в нижней части окна должно индицироваться "Принято __ пунктов" (вместо "__" – некоторое число). Под пунктами понимаются настройки, протоколы (А- и В-разверток) и отчеты. При неправильных установках будет индицироваться "Нет соединения" или "Соединение".
П.Д.2.5.6 В рамке "Что показать?" (в правой части окна) в зависимости от необходимости щелкнуть левой клавишей "мыши" на одном из пунктов "Протокол А-развертки" или "Отчет".
Примечание: Если в процессе работы в памяти дефектоскопа появились новые протоколы и (или) отчеты, то для индикации их номеров требуется щелкнуть левой клавишей "мыши" на кнопке ![]() панели инструментов (в верхней части окна). При подведении курсора "мыши" к указанной кнопке возникает подсказка "Обновить";
панели инструментов (в верхней части окна). При подведении курсора "мыши" к указанной кнопке возникает подсказка "Обновить";
П.Д.2.5.7 Щелкнуть левой клавишей "мыши" на требуемом номере, после чего он будет выделен фоном;
П.Д.2.5.8 Щелкнуть левой клавишей "мыши" на кнопке "Показать" в средней части окна) или два раза щелкнуть клавишей "мыши" на требуемом номере протокола или отчета. При нормальной связи ПЭВМ и дефектоскопа в процессе считывания информации в нижнем левом углу окна появится непрерывно увеличивающееся численное значение. После считывания информации на экран монитора ПЭВМ будет выведен "Протокол ультразвукового контроля" или "Отчет об ультразвуковом контроле".
Примечания:
1) После выполнения последней операции окно "Рапорт Пеленга" окажется "под" индицируемым протоколом или отчетом. Для повторного вызова окна "Рапорт Пеленга" необходимо щелкнуть левой клавишей "мыши" в любую его область.
2) ПО позволять открывать большое число протоколов и отчетов;
П.Д.2.5.9 Для индицируемого на экране монитора ПЭВМ протокола или отчета (т.е., если вызвано несколько протоколов, то для последнего) имеется возможность редактирования (добавления, уточнения) некоторых параметров и характеристик (например, № протокола, фамилия и.о. оператора, тип изделия, его номер, код (тип) дефекта, заключение оператора). Последовательное перемещение курсора по редактируемым пунктам меню осуществляется кнопкой "Tab" клавиатуры ПЭВМ. Перемещая «мышь» и щелкая ее левой клавишей, оператор имеет возможность быстрой установки курсора в один из редактируемых пунктов. Ввод и удаление текста осуществляется с помощью клавиатуры ПЭВМ и, если требуется, – "мыши".
Примечание: – Необходимые уточнения оператор может внести в протокол вручную после его распечатки;
П.Д.2.5.10 Для распечатки протокола или отчета (если вызвано несколько окон, то для активного) необходимо подвести курсор "мыши" к пункту меню "Печать" (в верхней части протокола) и щелкнуть левой клавишей "мыши".
Примечания:
1) Следует иметь в виду, что если после редактирования (с помощью клавиатуры ПЭВМ) протокол или отчет отправляется на печать, то в распечатке будут иметься внесенные изменения.
2) Если протокол или отчет сохраняется в виде файла, то в файле внесенные изменения сохранены не будут. Для сохранения внесенных редакторских изменений можно воспользоваться следующим способом: скопировать протокол в буфер (для этого подвести курсор "мыши" к пункту меню "Буфер обмена" и далее перейдя в текстовый редактор "WORD", вызвать его из буфера, а далее сохранить его как рисунок в текстовом файле. При этом следует иметь в виду, что редактирование протокола в "WORD" исключено (оно должно быть выполнено перед копированием протокола в буфер);
П.Д.2.5.11 Для записи вызванного в окно "Протокол Пеленга" протокола ультразвукового контроля или отчета (если вызвано несколько окон, то для последнего) в файле ПЭВМ необходимо щелкнуть левой клавишей "мыши" на кнопке ![]() панели инструментов (при подведении курсора "мыши" к указанной кнопке возникает подсказка "Сохранить"), либо щелкнуть левой клавишей "мыши" на пункте "Файл", а затем в раскрывшемся меню щелкнуть левой клавишей "мыши" на пункте "Сохранить…". При этом появится обычное для программы (оболочки) MICROSOFT WINDOWS окно "Сохранение файла". Сохранение файла осуществляется по типовой методике; при этом ввод расширения в имени файла не требуется. Сохраняемым файлам автоматически присваивается расширение ".plg";
панели инструментов (при подведении курсора "мыши" к указанной кнопке возникает подсказка "Сохранить"), либо щелкнуть левой клавишей "мыши" на пункте "Файл", а затем в раскрывшемся меню щелкнуть левой клавишей "мыши" на пункте "Сохранить…". При этом появится обычное для программы (оболочки) MICROSOFT WINDOWS окно "Сохранение файла". Сохранение файла осуществляется по типовой методике; при этом ввод расширения в имени файла не требуется. Сохраняемым файлам автоматически присваивается расширение ".plg";
П.Д.2.5.12 Аналогичным образом (в виде файлов) можно сохранять настройки (в виде перечня всех параметров контроля). При этом созданный файл с параметрами настройки должен быть в том же каталоге, что и файл "raport.exe";
П.Д.2.5.13 Для вызова ранее сохраненного файла в окно "Рапорт Пеленга" необходимо щелкнуть левой клавишей "мыши" на кнопке ![]() панели инструментов (при подведении курсора "мыши" к указанной кнопке возникает подсказка «Открыть») либо щелкнуть левой клавишей "мыши" на пункте "Файл", а затем в раскрывшемся меню щелкнуть левой клавишей «мыши» на пункте "Открыть …". При этом появится обычное для оболочки WINDOWS-95 (98) окно "Открытие файла". Открытие файла осуществляется известными способами.
панели инструментов (при подведении курсора "мыши" к указанной кнопке возникает подсказка «Открыть») либо щелкнуть левой клавишей "мыши" на пункте "Файл", а затем в раскрывшемся меню щелкнуть левой клавишей «мыши» на пункте "Открыть …". При этом появится обычное для оболочки WINDOWS-95 (98) окно "Открытие файла". Открытие файла осуществляется известными способами.
Примечание: Ранее сохраненные файлы с протоколами или настройками дефектоскопа имеют по умолчанию расширение ".plg";
П.Д.2.5.14 Для закрытия текущего окна с протоколом или отчетом подвести "мышь" к кнопке "Х" в правом верхнем углу окна и щелкнуть левой клавишей "мыши";
П.Д.2.5.15 Для завершения работы с программой необходимо
* подвести "мышь" к кнопке "Х" в правом верхнем углу окна "Рапорт Пеленга" и щелкнуть левой клавишей "мыши";
* отключить дефектоскоп, ПЭВМ и принтер;
* отсоединить информационный кабель от ПЭВМ и дефектоскопа.
Контроль валика подвески амортизатора буксы электровоза ЧС-4
Е.1 Общие положения
Е.1.1 УЗК валика подвески амортизатора предназначен для обнаружения усталостных трещин в зоне перехода между цилиндрическими опорными поверхностями валика и позволяет выполнить операции контроля без проведения демонтажных работ.
Е.1.2 Для проведения УЗК валика необходимо обеспечить доступ к торцевой поверхности головки валика. Плоскость головки валика должна быть очищена от загрязнений до металла и не иметь вмятин, выступов и забоин.
Е.1.3 Контроль валика проводят на частоте ультразвука 2,5 МГц прямым ПЭП П111-2,5-К12 или аналогичным.
Е.1.4 Акустическая схема контроля предусматривает "сквозное прозвучивание" валика с плоскости его головки эхо-методом. Зона контроля (временной селекции) ВС1 отмечена на экране символом "![]() "
на уровне 0,5 ВШ.
"
на уровне 0,5 ВШ.
Е.1.5 Перед подготовкой к контролю необходимо изготовить КО валика. В качестве КО используют готовый валик, при этом шероховатость поверхности плоскости его головки должна быть не более Ra=6,3. В КО валика выполняют пропил (модель трещины), который должен быть расположен в зоне перехода между цилиндрическими поверхностями валика (рисунок П.Е.1). Пропил должен выполняться дисковой фрезой или ножовкой в указанном сечении.
М - модель трещины (пропил глубиной 5,0 ± 0,3) мм;
ширина пропила* - 1..2 мм;
(* - размеры для справок)
Рисунок П.Е.1 - Контрольный образец валика подвески амортизатора буксы электровоза ЧС-4
Е.2 Подготовка к контролю
Е.2.1 Определение браковочной чувствительности с помощью КО валика подвески амортизатора буксы электровоза ЧС-4 (таблица П.Е.1)
Таблица П.Е.1 - Таблица режимов контроля валика подвески амортизатора
Контрольный |
Тип преобразователя, |
Дальность |
Границы зоны |
Браковочная |
Противоположный торец |
Прямой
П111-2,5-К12 |
170 |
6,8 |
- |
Модель трещины (пропил) |
то же |
56 |
2,2 |
* |
Примечание - Режим браковочной чувствительности получен дефектоскопом УД2-102 (или УД2-102ВД), зав. №_______________, типовой вариант №751 с преобразователем П111-2,5-К12, №_______________. (Изменение №3)
Е.2.1.1 Включить дефектоскоп и вызвать типовой вариант №751 (см. п.2.4.8 основной части "Инструкции ЦТт-18/3").
Е.2.1.2 Подключить к гнезду "![]() " дефектоскопа кабель с ПЭП П111-2,5 и установить его на смазанную контактной жидкостью плоскость головки КО валика (см. рисунок Е.2).
" дефектоскопа кабель с ПЭП П111-2,5 и установить его на смазанную контактной жидкостью плоскость головки КО валика (см. рисунок Е.2).
Е.2.1.3 Медленно перемещая ПЭП, установить его в положение, при котором амлитуда эхо-сигнала от модели дефекта, будет максимальной (точка "наилучшей видимости). При этом эхо-сигнал от модели должен находиться в зоне контроля.
Примечание - В случае, если таблица "Настройка" с параметрами вызванного типового варианта мешает наблюдению эхо-сигнала, необходимо переместить ее или удалить с экрана однократным или двукратным нажатием кнопки ![]() . Вернуть таблицу на экран можно однократным нажатием кнопки
. Вернуть таблицу на экран можно однократным нажатием кнопки ![]() .
.
Е.2.1.4 Кнопками регулировки усиления![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла от 1,5 до 7,5 делений ВШ.
(больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла от 1,5 до 7,5 делений ВШ.
Е.2.1.5 В таблице "Настройка" выделить темным фоном строку "Стоп-кадр" и зафиксировать на экране эхо-сигнал от модели дефекта, нажав кнопку ![]() или
или ![]() . При этом в строке "Стоп-кадр" должен появиться символ "+", а дефектограмма на экране зафиксироваться независимо от положения ПЭП.
. При этом в строке "Стоп-кадр" должен появиться символ "+", а дефектограмма на экране зафиксироваться независимо от положения ПЭП.
Е.2.1.6 Для установки уровня браковочной чувствительности Gбр в типовой вариант настройки необходимо выделить темным фоном строку "ТРЕБ.ЧУВ.-6 ДБ" и включитьданный режим нажатием кнопки ![]() до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления (индицируемого в верхней строке экрана) и добавочного коэффициента Gд для данной детали:
до появления символа "+". При этом дефектоскоп зафиксирует уровень браковочной чувствительности, а режим "Стоп-кадр" автоматически отключится. Уровень браковочной чувствительности определяется как сумма значения усиления (индицируемого в верхней строке экрана) и добавочного коэффициента Gд для данной детали:
Gбр= G0 + Gд= G0 + 6, дБ
Примечания:
1. Приведенный способ настройки равнозначен установке амлитуды эхо-сигнала от модели дефекта, равной полной высоте ВШ экрана.
2. Установленный уровень браковочной чувствительности Gбр фиксируется в рабочем журнале с указанием номера используемого экземпляра ПЭП.
Е.2.1.7 Далее необходимо произвести запись настройки, созданной на основе типового варианта, в память дефектоскопа согласно п.2.6 Инструкции №ЦТт-18/3.
Е.3 Проведение контроля и оценка качества валика
Е.3.1 Вызвать требуемую настройку из памяти дефектоскопа в соответствии с пп.3.1-3.3 Инструкции №ЦТт-18/3.
Е.3.2 Контроль валика выполняют, вводя продольные ультразвуковые волны прямым ПЭП с плоскости торца головки.
Е.3.3 ПЭП типа П111-2,5-К12 устанавливают на смазанную контактной жидкостью поверхность торца головки (рисунок П.Е.2). УЗК выполняют последовательно в четырех равноотстоящих точках на плоскости головки валика, удерживая точку ввода ультразвука (центр рабочей плоскости ПЭП) в 13-15 мм от центра головки.
Е.3.4 Контроль ведут при уровне браковочной чувствительности Gбр, определенном с помощью КО и зафиксированном в таблице П.Е.1. При проведении контроля для каждого положения ПЭП наблюдают за дефектограммой. Типовые дефектограммы приведены на рисунке П.Е.3.
Е.3.5 Объектом контроля на экране является эхо-сигнал от галтельного перехода между опорными цилиндрическими поверхностями валика. Этот эхо-сигнал в соответствии с установленным масштабом развертки Мпрод=25 мм/дел будет располагаться на линии развертки в зоне между делениями ГШ 2,0..2,4.
Е.3.6 Выявление дефекта в данном случае производят по амплитудному признаку. На бездефектном валике амплитуда эхо-сигнала от галтели перехода между опорными цилиндрическими поверхностями (вблизи деления ГШ 2,2) составляет в режиме браковочной чувствительности дефектоскопа не более 4 делений ВШ (уровень порога), а при наличии недопустимого дефекта амплитуда эхо-сигнала возрастает до 8 делений ВШ (т.е. до полной высоты экрана)или более. Таким образом, валик подлежит браковке, если амплитуда на делении в зоне 2,0..2,4 ГШ достигает или превышает полную ВШ экрана дефектоскопа.
В - расположение точек ввода ультразвука на плоскости головки
валика подвески амортизатора
(заштрихованные круги - контактные площадки ввода ультразвука)
Рисунок П.Е.2 - Схема сканирования при контроле валика подвески амортизатора
1 - зондирующий импульс; 2 - эхо-сигнал от трещины в зоне перехода;
3 - эхо-сигнал от галтели в зоне перехода к резьбовой части валика;
4 - сигнал трансформированного луча от галтели; 5 - "донный" сигнал;
6 - эхо-сигнал от галтели в зоне перехода между цилиндрическими поверхностями валика;
7 - зона контроля (ВС1)
Рисунок П.Е.3 - Типовые дефектограммы при контроле дефектного (а) и бездефектного (б) валика подвески амортизатора
Контроль карданного вала ТЭД электровозов ЧС2, ЧС7, ЧС6, ЧС200
Ж.1 Общие положения
Ж.1.1 УЗК карданного вала ТЭД (черт. AL4846dT, AL4846eT) применяют для обнаружения усталостных трещин в зонах перехода от цилиндрической поверхности вала к его фланцу, а также к шлицевой части вала. Данную методику допускается использовать для контроля валов ТЭД электровозов ЧС6, ЧС200 (черт. AL4741Fit).
Ж.1.2 Для проведения УЗК вала необходимо обеспечить доступ к его торцевым поверхностям. Плоскости торцов должны быть очищены до металла от возможных загрязнений и не иметь вмятин и забоин. При отсутствии возможности доступа со стороны фланца допускается проводить контроль только со стороны шлицевой части вала.
Ж.1.3 Контроль вала проводят на частоте ультразвука 2,5 МГц прямым ПЭП П111-2,5-К12 или аналогичным.
Ж.1.4 Акустическая схема контроля предусматривает "сквозное прозвучивание" вала эхо-методом с вводом ультразвука с торцевых плоскостей (рис.Ж.1).
Ж.1.5 Перед подготовкой к контролю необходимо изготовить КО вала. В качестве КО используют готовый вал по чертежу AL4846dT (или AL4846eT, AL4741Fit). Для изготовления КО может быть использован вал с дефектами (износом) шлицев или фланца вала. Шероховатость поверхности плоскости головки фланца вала должна быть не более Ra=6,3. В КО вала выполняют пропилы (модели трещин), которые должны быть расположены в цилиндрической части вала в соответствии с рисунком 21 Инструкции ЦТэр-13/2.
Ж.2 Подготовка к контролю
Ж.2.1 Режимы контроля карданных валов ТЭД приведены в таблице Ж.1.
Ж.2.2 С целью обеспечения возможности воспроизведения режимов контроля необходимо создать и записать в память дефектоскопа типовые варианты контроля.
Ж.2.2.1 Для этой цели следует включить дефектоскоп тумблером "Вкл.-откл." на верхней (коммутационной) панели. При этом раздается звуковой сигнал и на экране появляется таблица (меню) "Режим работы".
М1 - модель трещины
М2 - модель трещины
1 - прямой ПЭП
2 - боковые ультразвуковые лучи
3 - ось ультразвукового луча ПЭП
Рисунок Ж.1 - Акустические схемы контроля карданного
вала ТЭД (а - со стороны торца А; б - со стороны торца Б)
Таблица - Ж.1 Таблица браковочных режимов дефектоскопа для контроля карданного вала тягового электродвигателя ТЭД
Контролируемая зона |
Тип ПЭП, |
Границы зоны |
Границы зоны |
Режим |
Противоположный торец |
Прямой П111-2,5-К12 |
800 |
8,0 |
- |
"Дальняя" |
прямой П111-2,5-К12 |
300..660 |
3,0..6,6 |
Gбр1 |
"Ближняя" |
прямой П111-2,5-К12 |
60..400 |
0,6..4,0 |
Gбр2 |
"Ближняя" |
прямой П111-2,5-К12 |
60..400 |
0,6..4,0 |
Gбр3 |
"Дальняя" |
прямой П111-2,5-К12 |
300..660 |
3,0..6,6 |
Gбр4 |
Режимы браковочной чувствительности получены дефектоскопом УД2-102 (или УД2-102ВД), зав №_____________ с преобразователем П111-2,5-К12 №_________.
* При отсутствии доступа к торцу А допускается проведение контроля только с торца Б.
(Изменение №3)
Ж.2.2.2 Для выбора требуемого типового варианта необходимо выполнить следующие операции:
кнопками ![]() или
или ![]() выделить строку "Создание настройки" (Изменение №3) (меню "Режим работы), после чего нажать кнопку
выделить строку "Создание настройки" (Изменение №3) (меню "Режим работы), после чего нажать кнопку ![]() ; на экране появится таблица (меню) "Типовые варианты" с перечнем типов ТПС;
; на экране появится таблица (меню) "Типовые варианты" с перечнем типов ТПС;
Ж.2.2.3 После установки параметров развертки следует вызвать на экран таблицу "НАСТРОЙКА" нажатием кнопки ![]() .
.
Ж.2.2.4 Кнопками ![]() или
или ![]() выделить строку "ЗАП.НАСТРОЙКИ", затем с помощью кнопок
выделить строку "ЗАП.НАСТРОЙКИ", затем с помощью кнопок ![]() или
или ![]() присвоить созданному типовому варианту номер, не занятый другими настройками, и произвести запись типового варианта контроля "дальней" зоны вала в память дефектоскопа нажатием кнопки
присвоить созданному типовому варианту номер, не занятый другими настройками, и произвести запись типового варианта контроля "дальней" зоны вала в память дефектоскопа нажатием кнопки ![]() .
.
Ж.2.2.5 После установки параметров развертки следует вызвать на экран таблицу "НАСТРОЙКА" нажатием кнопки ![]() .
.
Ж.2.2.6 Кнопками ![]() или
или ![]() выделить строку "ЗАП.НАСТРОЙКИ", затем с помощью кнопок
выделить строку "ЗАП.НАСТРОЙКИ", затем с помощью кнопок ![]() или
или ![]() присвоить созданному типовому варианту номер, не занятый другими настройками, и произвести запись типового варианта контроля "ближней" зоны вала в память дефектоскопа нажатием кнопки
присвоить созданному типовому варианту номер, не занятый другими настройками, и произвести запись типового варианта контроля "ближней" зоны вала в память дефектоскопа нажатием кнопки![]() .
.
Ж.2.3 Определение режимов браковочной чувствительности. (Изменение №1. Изменение №2)
Ж.2.3.1 Для определения режимов браковочной чувствительности контроля "дальней" и "ближней" зон вала следует выполнить следующие операции:
- кнопками ![]() или
или ![]() выделить строку "ВЫЗОВ НАСТРОЙКИ" (таблица "РЕЖИМ РАБОТЫ"), установить номер типового варианта, созданного для контроля "дальней" зоны вала с помощью кнопок
выделить строку "ВЫЗОВ НАСТРОЙКИ" (таблица "РЕЖИМ РАБОТЫ"), установить номер типового варианта, созданного для контроля "дальней" зоны вала с помощью кнопок ![]() и
и ![]() вызвать типовой вариант из памяти дефектоскопа нажатием кнопки.
вызвать типовой вариант из памяти дефектоскопа нажатием кнопки.
- подключить к дефектоскопу ПЭП типа П111-2,5-К12 и установить его на смазанную контактной жидкостью торцевую поверхность вала;
- медленно перемещая ПЭП, установить его в точку "наилучшей видимости" по отношению к модели дефекта, расположенной в "дальней" зоне контроля (амплитуда эхо-сигнала от модели дефекта должна быть максимальной);
- кнопками регулировки усиления ![]() (меньше) или
(меньше) или ![]() (больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла 0,5 делений ВШ; (значение браковочной чувствительности (в дБ) отображается в верхней строке экрана за символом ;
(больше) установить режим усиления таким, чтобы амплитуда эхо-сигнала от модели дефекта составляла 0,5 делений ВШ; (значение браковочной чувствительности (в дБ) отображается в верхней строке экрана за символом ;
- нажатием кнопки ![]() вызвать на экран таблицу "НАСТРОЙКА", выделить строку "ЗАП.НАСТРОЙКИ" (кнопкой
вызвать на экран таблицу "НАСТРОЙКА", выделить строку "ЗАП.НАСТРОЙКИ" (кнопкой ![]() ) и произвести запись полученного уровня браковочной чувствительности в типовой вариант нажатием кнопки
) и произвести запись полученного уровня браковочной чувствительности в типовой вариант нажатием кнопки ![]() .
.
Ж.2.3.2 Повторить операции, перечисленные в п.Ж.3.2.1, для "ближней" зоны контроля.
Ж.3 Проведение контроля и оценка качества вала
Ж.3.1 Вызвать настройку, созданную для контроля "дальней" зоны вала из памяти дефектоскопа в соответствии с пп.3.1-3.3 "Инструкции ЦТт-18/3".
Ж.3.2 Контроль вала выполняют, вводя продольные ультразвуковые волны прямым ПЭП с плоскости торца вала.
Ж.3.3 Прямой ПЭП устанавливают на смазанную контактной жидкостью плоскость торца вала вплотную к внешней его окружности (рисунок Ж.1). Сканирование выполняют по круговой траектории с шагом 15..20 мм на плоскости торца вала.
Ж.3.4 Контроль ведут последовательно для двух различных зон вала: "зоны 1" и "зоны 2" (таблица Ж.1) при соответствующих значениях браковочной чувствительности Gбр, зафиксированных с помощью КО).
Типовые дефектограммы приведены на рисунках Ж.2 и Ж.3.
Ж.3.5 Вал подлежит браковке при обнаружении в зоне контроля хотя бы одного эхо-сигнала, амплитуда которого на экране достигает или превышает порог, заданный на уровне 0,5 ВШ экрана.
1 - передний фронт зондирующего импульса;
2 - эхо-сигнал от модели дефекта;
3 - "донный" сигнал;
4 - зона контроля.
Рисунок Ж.2 - Типовая жефектограмма контроля карданного вала ТЭД
("дальняя" зона)
1 - передний фронт зондирующего импульса;
2 - эхо-сигнал от модели дефекта;
3 - "донный" сигнал;
4 - зона контроля.
Рисунок Ж.3 - Типовая дефектограмма контроля карданного вала ТЭД
("ближняя" зона)
Контроль бандажей (ободьев) колес локомотивов и вагонов
электропоездов в зоне поверхности катания
П.3.1 Общие положения
П.3.1.1 Нстоящая методика применяется для УЗК бандажей (ободьев) после их обточки без выкатки колесных пар, в том числе - до и после операций термоупрочнения или наплавки в локомотивном депо, а также при ТО и ТР.
П.3.1.2 УЗК подвергаются бандажи (ободья) колес, поверхности катания которых соответствуют требованиям инструкции ЦТ/329. Для проведения УЗК бандажа (обода) необходимо обеспечение доступа к двум точкам поверхности катания, отстоящим друг от друга примерно на четверть его окружности.
П.3.1.3 Акустическая схема контроля обеспечивает обнаружение дефектов на поверхности катания бандажа (обода) колеса, а также подповерхностных дефектов (внутренних дефектов, залегающих на глубине не более 10 мм от поверхности катания), эквивалентных или больших по отражающей способности отражателю в КО колеса, выполненному на круге катания в виде отверстия диаметром 7,0 и глубиной 3,0 мм.
П.3.1.4 Основные типы дефектов (по классификации "Инструкции по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм" ЦТ/329), выявляемых в бандажах (ободьях) при контроле по настоящей методике:
- п.5.2.1 ЦТ/39 - трещины на поверхности катания и в гребне, в том числе - усталостного или термического происхождения;
- п.5.2.3 - раковины на поверхности катания;
- п.5.2.4 - выщербины на поверхности катания;
- п.5.2.9 - ползуны (выбоины) на поверхности катания;
- п.5.2.18 - "навар" металла на поверхности катания;
- подповерхностные дефекты, связанные с несплошностями металла.
П.3.2 Комплект оборудования и материалов для УЗК бандажей (ободьев) колес включает:
а) дефектоскопы УД2-102 или УД2-102ВД в комплекте с ПЭП типа П121-0,4-90; (Изменение №3)
б) КО бандажа (обода), изготавливаемый в соответствии с рисунком П.3.1 и предназначенный для проверки чувствительности, мертвой зоны и точности работы дальномера дефектоскопа;
в) рулетка металлическая Р5УЗК (0-5000) ГОСТ 7502-89;
г) масло типа "Индустриальное-40" ГОСТ 20799-88 или другое аналогичной вязкости без механических примесей;
д) металлическая щетка или скребок;
е) обтирочный материал (ветошь) по ТУ 63-178-77-82;
ж) мелки или краска;
и) переносная лампа напряжением не более 36В.
Рисунок П.3.2 - Схема установки ПЭП на поверхность катания контролируемого бандажа (обода)
1. Образец изготавливается из нового или бывшего в эксплуатации бандажа с диаметром D по кругу катания не менее 925 мм, отвечающего требованиям ГОСТ-398-96. Профиль поверхности катания должен быть обработан в соответствии с "Инструкцией по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм" ЦТ/329.
2. На внешней боковой поверхности обода образца белой краской шрифтом №20 нанести:
а) "1", "2", "3", "4" метки шириной 2 мм, указывающие расположение контрольных точек на круге катания. Метки дублировать рисками, нанесенными электрокарандашом на поверхности катания;
б) А →, Б ← отметки, указывающие направление прозвучивания;
в) "Д" метку, указывающие место расположения контрольного отражателя.
3. Клейма и метки заводов - изготовителей колеса расположить в секторе между метками "2" и "3". Наличие клейм и меток на расстоянии менее 20 мм от поверхности катания не допускается.
4. Координаты расположения меток "2" и "4" определяются по кругу катания от центра контрольного отражателя "Д" с учетом диаметра образца D по формулам:
- для метки "2": (π D/2 - 167) ± 5;
- для метки "4": (π D/2 + 130) ± 5.
П.3.1.6 Проведение УЗК должно осуществляться только при включенной системе автоматической регулировки усиления (АРУ). Для включения АРУ*) неообходимо вызвать на экран таблицу "Поиск", для чего нажать кнопку. Кнопками и выделить строку "АРУ" и далее, нажимая кнопку или, установить индикацию имвола "+" (АРУ включено). Символ "-" свидетельствует об отключении АРУ.
* Данная операция выполняется после вызова типового варианта или ранее созданной настройки для контроля поверхности катания и подповерхностной зоны бандажа (обода) колеса.
П.3.1.7 При настройке дефектоскопа и проведении контроля следует обращать внимание на правильность установки ПЭП на контролируемую поверхность. ПЭП устанавливается на поверхность катания колеса так, чтобы его боковая поверхность была параллельна внешней боковой грани колеса и центр ПЭП находился на круге катания, расположенном на расстоянии 70 ± 5 мм от внутренней боковой грани, в соответствии с рисунком П.3.2.
Рисунок П.3.2 - Схема установки ПЭП на поверхность катания контролируемого бандажа (обода)
Установку ПЭП следует проводить следующим образом:
а) нанести на рабочую поверхность ПЭП или на поверхность катания колеса в месте установки ПЭП контактную смазку.
Примечание - В дальнейшем смазку следует наносить перед каждой установкой ПЭП. Примерный расход смазки, необходимой для контроля одного бандажа (обода) - 5 г;
б) установить ПЭП на поверхность катания колеса;
в) слегка притереть ПЭП для создания равномерного тонкого слоя контактной смазки под всей рабочей поверхностью ПЭП;
г) убедиться в надежности акустического контакта ПЭП с изделием:амплитуда второго сквозного (прошедшего по поверхности катания колеса) сигнала должна составлять 0,5 ВШ. Данный сигнал должен быть в зоне АРУ,отмеченной на экране символом "![]() ".
".
Указанное требование должно выполняться при каждой установке ПЭП. В противном случае проведение контроля ЗАПРЕЩАЕТСЯ!
д) снять ПЭП и стереть контактную смазку с места его установки.
Примечание - Неудаленная контактная смазка может вызвать ложные срабатывания индикаторов дефектоскопа, сигнализирующих о наличии дефекта в бандаже (ободе) колеса.
П.3.1.8 При УЗК бандажа (обода) колеса зона контроля состоит из двух зон временной селекции (ВС1 и ВС2), отмеченных на экране символом "![]() " на уровне 0,5 ВШ. Зона ВС1 расположена между зондирующим импульсом и первым сквозным сигналом, а зона ВС2 - между первым и вторым сквозными сигналами.
" на уровне 0,5 ВШ. Зона ВС1 расположена между зондирующим импульсом и первым сквозным сигналом, а зона ВС2 - между первым и вторым сквозными сигналами.
П.3.1.9 При определении места расположения дефекта (модели дефекта) на бандаже (ободе) колеса нулевое деление рулетки следует располагать у передней грани ПЭП. При этом показания "Y" дальномера соответствует кратчайшему пути от ПЭП до дефекта.
П.3.2 Подготовка к контролю
П.3.2.1 Подготовка к контролю включает:
- подготовку рабочего комплекта дефектоскопа (см. п. П.3.1.5);
- настройку дефектоскопа;
- подготовку бандажа (обода) к контролю.
Подготовку рабочего комплекта дефектоскопа и проверку основных параметров контроля осушествляют в начале смены. Подготовку бандажа (обода) проводят непосредственно перед контролем каждого колеса.
П.3.2.2 Подготовка дефектоскопа
П.3.2.1 Включить дефектоскоп и вызвать типовой вариант настройки в соответствии с дополнением к таблице 1.1 (см."Перечень дополнительных типовых вариантов, введенных в новые программные версии 4.2* и 4.3* дефектоскоповУД2-102 или УД2-102ВД, руководствуясь п.2.4.8 Инструкции-18/3. (Изменение №3).
П.3.2.2.2 Включить АРУ или убедиться, что АРУ включена согласно п.П.3.1.9.
П.3.2.2.3 Подключить к гнезду"![]() " ПЭП П121-0,4-90.
" ПЭП П121-0,4-90.
П.3.2.2.4 Осмотреть КО и убедиться в отсутствии на его поверхности катания механических повреждений, грязи, пятен масла.
П.3.2.2.5 Проверить основные парметры дефектоскопа. Для этого последовательно установить ПЭП в положения, указанные в таблице П.3.1. Установку ПЭП на контролируемую поверхность производить согласно п. П.3.1.7. Передняя грань ПЭП должна находиться у меток КО.
При проверке точности дальномера следует руководствоваться п. П.3.1.9.
Если при проверке основных параметров имеется отклонение от указанных в таблице П.3.1 требований, то соответствующие операции необходимо повторить. При повторных отрицательных результатах следует произвести корректировку ряда параметров в таблице "Настройка" в соответствии с Руководством по эксплуатации.
П.3.2.2.6 Далее необходимо произвести запись настройки, созданной на основе типового варианта, в память дефектоскопа согласно с п.2.6 "Инструкции ЦТт-18/3".
П.3.2.3 Подготовка бандажа (обода) к контролю
П.3.2.3.1 Очистить доступные участки поверхности катания колеса от пятен масла и грязи.
П.3.3 Проведение контроля
П.3.3.1 Вызвать требуемую настройку из памяти дефектоскопа в соответствии а пп. 3.1-3.3 Инструкции ЦТт-18/3.
П.3.3.2 Включить АРУ или убедиться, что АРУ включена согласно п. П.3.1.6.
П.3.3.3 Контроль бандажей (ободьев) осуществляется при чувствительности АРУ, равной 10 дБ (параметр индицируется в соответствующей строке таблицы "Поиск"). Прозвучивание производится последовательно из двух доступных точек, расположенных друг от друга на расстоянии, равном приблизительно 1/4 длины окружности контролируемого бандажа (обода). УЗК осуществляют из одной точки последовательно в обе стороны ("по" и "против" часовой стрелки), затем те же операции производят из второй точки ввода. При установке ПЭП следует соблюдать правила, изложенные в п. П.3.1.7.
Таблица П.3.1 - Последовательность проверки основных параметров дефектоскопа
Положение ПЭП |
Проверяемый параметр |
Вид дефектограммы |
||
№ метки КО |
Направление |
Наименование |
Требования |
|
4 |
Б |
Чувствительность и "мертвая зона" |
1) Наличие эхо-сигнала в зоне ВС1 |
Рисунок П.3.3, а) |
Точность дальномера |
Показание Y от (0,48 π D - 108)** |
|||
3 |
А |
Чувствительность и "мертвая зона" |
1) Наличие эхо-сигнала в зоне ВС1 |
Рисунок П.3.3, б) |
Точность дальномера |
Показание Y от 370 до 432 |
|||
1 |
Б |
Чувствительность |
1) Наличие эхо-сигнала в зоне ВС2 |
Рисунок П.3.4, а) |
2 |
Б |
"Мертвая" зона |
1) Наличие эхо-сигнала в зоне ВС2 |
Рисунок П.3.4, б) |
П.3.4 Оценка качества бандажа
П.3.4.1 Признаком обнаружения дефекта являются:
1) наличие эхо-сигнала в зоне ВС1 или ВС2 амплитудой не менее 0,5 ВШ;
2) срабатывание звуковой сигнализации * и светодиода "ДЕФЕКТ".
П.3.4.2 Если дефект находится в первой половине окружности колеса, то дефектограмма на экране дефектоскопа будет иметь вид, приведенный на рисунке П.3.3. При этом:
- эхо-сигнал от дефекта обязательно будет располагаться в зоне ВС1;
- аналогичный эхо-сигнал, как правило, имеется в зоне ВС2;
- чем ближе эхо-сигнал к зондирующему импульсу, тем ближе дефект к ПЭП и наоборот.
П.3.4.3 Если дефект находится во второй половине окружности колеса, то дефектограмма на экране дефектоскопа будет иметь вид, приведенный на рисунке П.3.4. При этом:
- эхо-сигнал от дефекта располагается в зоне ВС2 (при отсутствии эхо-сигналов в зне ВС1);
- эхо-сигнал от дефекта располагается в зоне ВС2 (при отсутствии эхо-сигналов в зоне ВС1);
- чем ближе эхо-сигнал ко второму сквозному сигналу, тем ближе дефект к ПЭП (по кратчайшему пути) и наоборот.
*Если звуковая сигнализация включена
**Конкретные значения величины "Y" рассчитываются при создании КО
1 - зондирующий импульс; 2 - зона ВС1; 3 - первый сквозной сигнал;
4 - зона ВС2; 5 - второй сквозной сигнал; 6 - зона АРУ;
7 - эхо-сигнал от дефекта; 8 - второе отражение от дефекта
Рисунок П.3.3 - Типовые дефектограммы при контроле поверхности катания
и подповерхностной зоны бандажа (обода) колеса и расположении дефекта
в первой половине окружности колеса
а) дефект вблизе ПЭП (со стороны излучения);
б) дефект вблизи диаметрально противоположной (по отношению к ПЭП) точки
1 - зондирующий импульс; 2 - зона ВС1; 3 - первый сквозной сигнал;
4 - зона ВС2; 5 - второй сквозной сигнал; 6 - зона АРУ;
7 - эхо-сигнал от дефекта
Рисунок П.3.4 - Типовые дефектограммы при контроле поверхности катания
и подповерхностной зоны бандажа (обода) колеса и расположении дефекта
во второй половине окружности колеса
а) дефект вблизе ПЭП (со стороны, противоположной направлению излучения);
б) дефект вблизи диаметрально противоположной (по отношению к ПЭП) точки
П.3.4.4 При появлении признака обнаружения дефекта считать показание "N" в верхней части экрана. Если значение "N" равно 4 дБ и более, необходимо по показанию "Y" определить положение отражателя в бандаже (ободе) колеса (см. п.Е.2.1.9) и нанести отметку мелом.
П.3.4.5 Появление признака обнаружения дефекта может быть обусловлено наличием ложных отражателей. Ложными отражателями могут быть:
- клейма на боковой поверхности бандажа (обода), выходящие на поверхность катания;
- грязь или контактная смазка в месте предыдущей установки ПЭП;
- допускаемые в соответствии с Инструкцией ЦТ-329 повреждения поверхности катания.
П.3.4.6 Для того, чтобы отличить ложные отражатели от дефекта, следует:
- определить положение отражателя;
- осмотреть участки в пределах ± 100 мм от нанесенной отметки.
Если результаты осмотра подтверждают наличие допустимых повреждений, следует повторить УЗК, установив ПЭП на бездефектный участок поверхности катания вблизи (300..400 мм) от нанесенной отметки.
Примечание - В сомнительных случаях участок поверхности в пределах ± 100 мм от нанесенной отметки может быть подвергнут повторному УЗК с наклонным ПЭП (например, П121-2,5-40o с вводом ультразвука с внутренней боковой плоскости бандажа (обода)).
П.3.4.7 Если эхо-сигнал от дефекта "сливается" с зондирующим, первым или вторым сквозным сигналом, то необходимо повторить прозвучивание в том же направлении, переставив ПЭП на расстояние, равное приблизительно 1/4 длины окружности контролируемого бандажа (обода).
П.3.4.8 Бандаж (обод), в котором подтверждается наличие дефекта и значение "N" ≥ 4 дБ, подлежит ремонту или браковке в соответствии с п.5.2 Инструкции ЦТ-329.
П.3.4.9 Для определения приблизительной величины диаметра контролируемого бандажа (обода) следует перейти в таблицу "Измерение" (для чего нажать кнопку ![]() ) и считать значение "Ø".
) и считать значение "Ø".
ТАБЛИЦА П.3.2 - ФОРМА РАБОЧЕГО ЖУРНАЛА УЧЕТА РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ БАНДАЖЕЙ КОЛЕСНЫХ ПАР
Дата |
Номер |
Результаты |
Дефектоскопист |
Подпись |
Подпись |
1 |
2 |
3 |
4 |
5 |
6 |
КО (Контрольный бандаж) |
модель дефекта обнаруживается |
||||
№ |
годен |
||||
№ |
брак |
||||
№ |
годен |
||||
Таблица П.3.3 - Типовые варианты создания настроек и проведения контроля карданного вала ТЭД электровозов ЧС-2, ЧС-2Т, ЧС-6, ЧС-7 и ЧС-200
Серия подвижного состава |
Контролируемая деталь (зона, параметр детали) |
Тип используемого |
Номер типового |
Примечание |
Электровозы |
Карданный вал ТЭД: |
П111-2,5-0о |
611 |
УЗК со стороны фланца |
- "Дальняя" зона (ЧС-6, ЧС-200) |
612 |
УЗК со стороны фланца |
||
- "Ближняя" зона |
614 |
УЗК со стороны фланца |
||
- "Ближняя" зона |
616 |
УЗК со стороны шлицевой части |
||
- "Дальняя" зона (ЧС-2, ЧС-2Т) |
618 |
УЗК со стороны шлицевой части |
||
- "Дальняя" зона (ЧС-6, ЧС-200) |
619 |
УЗК со стороны шлицевой части |
||
Электровоз ЧС-7 |
Карданный вал: |
П111-2,5-0о |
711 |
УЗК со стороны фланца |
- "Ближняя" зона |
714 |
УЗК со стороны фланца |
||
- "Ближняя" зона |
716 |
УЗК со стороны шлицевой части |
||
- "Дальняя" зона |
718 |
УЗК со стороны шлицевой части |
(Изменение №2)
ПРИЛОЖЕНИЕ И
(обязательное)
ДЕФЕКТОСКОПА С ПОМОЩЬЮ СТАНДАРТНЫХ ОБРАЗЦОВ
СО-2 (СО-3Р)
П.И.1 Уровни браковочной чувствительности УЗК определяют с помощью стандартных образцов СО-2 или СО-3Р для каждого экземпляра дефектоскопа и ПЭП при создании рабочих настроек, а также при замене дефектоскопа, ПЭП или СО.
П.И.2 Уровни браковочной чувствительности дефектоскопа в комплекте с ПЭП (Gбр) определяют из соотношения:
где: Go — опорное усиление дефектоскопа, определяемое с помощью СО-2 или СО-3Р;
Gд — дополнительное усиление дефектоскопа, установленное для каждой аку- стической схемы УЗК настоящей инструкцией.
Значения дополнительного усиления при определении уровней браковочной чувствительности для различных акустических схем контроля деталей локомотивов приведены в таблице П.И.1.
Таблица П.И.1 - Значения дополнительного усиления для определения уровня браковочной чувствительности по стандартным образцам СО-2 или СО-3Р при УЗК деталей локомотивов
№ |
Контролируемая |
Тип используемого |
Значение |
Отражатель для |
1 |
Тепловозы серий 2ТЭ116, 2ТЭ10, М62, ТЭМ2 |
|||
1.1 |
Ось колесной пары |
|||
1.1.1 |
Прозвучиваемость оси |
П111-2,5-К12 |
46 |
Донная поверхность |
1.1.2 |
Шейка оси |
П111-2,5-К12 |
30 |
Отверстие диаметром 6 мм |
1.1.3 |
Шейка оси |
П111-5,0-К6 |
30 |
Отверстие диаметром 6 мм |
1.1.4 |
Внутренняя подступичная |
П111-2,5-К12 |
54 |
Отверстие диаметром 6 мм |
1.1.5 |
Внешняя подступичная |
П121-2,5-18o(22o) |
42 |
Отверстие диаметром 6 мм |
1.1.6 |
Внешняя подступичная |
П121-2,5-50o |
16 |
Отверстие диаметром 6 мм |
1.1.7 |
Средняя и внутренние |
П121-2,5-50o |
20 |
Отверстие диаметром 6 мм |
1.2 |
Бандаж |
|||
1.2.1 |
Основное сечение |
П121-2,5-40o |
24 |
Отверстие диаметром 6 мм |
1.2.2 |
Гребень |
П121-2,5-50o |
12 |
Отверстие диаметром 6 мм |
1.2.3 |
Болты крепления |
П111-5,0-К6 |
6 |
Отверстие диаметром 6 мм |
2 |
Тепловозы серии ЧМЭ3 |
|||
2.1 |
Ось колесной пары |
|||
2.1.1 |
Прозвучиваемость оси |
П111-2,5-К12 |
46 |
Донная поверхность |
2.1.2 |
Шейка оси |
П111-2,5-К12 |
30 |
Отверстие диаметром 6 мм |
2.1.3 |
Шейка оси |
П111-5,0-К6 |
34 |
Отверстие диаметром 6 мм |
2.1.4 |
Внутренняя подступичная |
П111-2,5-К12 |
56 |
Отверстие диаметром 6 мм |
2.1.5 |
Внешняя подступичная |
П121-2,5-18o(22o) |
30 |
Отверстие диаметром 6 мм |
2.1.6 |
Внешняя подступичная |
П121-2,5-40o |
12 |
Отверстие диаметром 6 мм |
2.1.7 |
Средняя и внутренние |
П121-2,5-50o |
14 |
Отверстие диаметром 6 мм |
2.2 |
Бандаж |
|||
2.2.1 |
Основное сечение |
П121-2,5-40o |
24 |
Отверстие диаметром 6 мм |
2.2.2 |
Гребень |
П121-2,5-50o |
12 |
Отверстие диаметром 6 мм |
2.3 |
Болты подвески |
|||
2.3.1 |
Зона 1 |
П111-5,0-К6 |
6 |
Отверстие диаметром 6 мм |
2.3.2 |
Зона 2 |
П111-5,0-К6 |
16 |
Отверстие диаметром 6 мм |
2.4 |
Болты крепления |
П111-5,0-К6 |
4 |
Отверстие диаметром 6 мм |
3 |
Электровозы серий ВЛ |
|||
3.1 |
Ось колесной пары |
|||
3.1.1 |
Прозвучиваемость оси |
П111-2,5-К12 |
46 |
Донная поверхность |
3.1.2 |
Шейка оси |
П111-2,5-К12 |
42 |
Отверстие диаметром 6 мм |
3.1.3 |
Шейка оси |
П111-5,0-К6 |
46 |
Отверстие диаметром 6 мм |
3.1.4 |
Внутренняя подступичная |
П111-2,5-К12 |
54 |
Отверстие диаметром 6 мм |
3.1.5 |
Внешняя подступичная |
П121-2,5-18o(22o) |
40 |
Отверстие диаметром 6 мм |
3.1.6 |
Внешняя подступичная |
П121-2,5-50o |
18 |
Отверстие диаметром 6 мм |
3.1.7 |
Средняя и внутренние |
П121-2,5-50o |
20 |
Отверстие диаметром 6 мм |
3.2 |
Бандаж |
|||
3.2.1 |
Основное сечение |
П121-2,5-40o |
24 |
Отверстие диаметром 6 мм |
3.2.2 |
Гребень |
П121-2,5-50o |
12 |
Отверстие диаметром 6 мм |
3.3 |
Удлиненная ступица колесного центра |
|||
3.3.1 |
Зона галтельного |
П111-2,5-К12 или |
34 |
Отверстие диаметром 6 мм |
3.3.2 |
Зона галтельного |
П111-5,0-К6 |
42 |
Отверстие диаметром 6 мм |
3.4 |
Болты крепления |
П111-5,0-К6 |
4 |
Отверстие диаметром 6 мм |
4 |
Электровозы серий ЧС2, ЧС2Т |
|||
4.1 |
Ось колесной пары |
|||
4.1.1 |
Прозвучиваемость оси |
П111-2,5-К12 |
46 |
Донная поверхность |
4.1.2 |
Шейка оси |
П111-2,5-К12 |
32 |
Отверстие диаметром 6 мм |
4.1.3 |
Шейка оси |
П111-5,0-К6 |
34 |
Отверстие диаметром 6 мм |
4.1.4 |
Внутренняя подступичная |
П111-2,5-К12 |
56 |
Отверстие диаметром 6 мм |
4.1.5 |
Внешняя подступичная |
П121-2,5-18o(22o) |
40 |
Отверстие диаметром 6 мм |
4.1.6 |
Внешняя подступичная |
П121-2,5-50o |
16 |
Отверстие диаметром 6 мм |
4.1.7 |
Средняя и внутренние |
П121-2,5-50o |
20 |
Отверстие диаметром 6 мм |
4.2 |
Бандаж |
|||
4.2.1 |
Основное сечение |
П121-2,5-40o |
24 |
Отверстие диаметром 6 мм |
4.2.2 |
Гребень |
П121-2,5-50o |
12 |
Отверстие диаметром 6 мм |
4.3 |
Удлиненная ступица колесного центра |
|||
4.3.1 |
Зона галтельного |
П111-2,5-К12 или |
34 |
Отверстие диаметром 6 мм |
4.3.2 |
Зона галтельного |
П111-5,0-К6 |
38 |
Отверстие диаметром 6 мм |
4.4 |
Серьга рессорного |
П111-2,5-К12 |
24 |
Отверстие диаметром 6 мм |
4.5 |
Болты крепления |
П111-5,0-К6 |
6 |
Отверстие диаметром 6 мм |
4.6 |
Карданный вал тягового привода |
|||
4.6.1 |
Дальняя зона вала |
П111-2,5-К12 |
20 |
Отверстие диаметром 6 мм |
4.6.2 |
Ближняя зона вала |
П111-2,5-К12 |
16 |
Отверстие диаметром 6 мм |
5 |
Электровозы серий ЧС4, ЧС4Т, ЧС7 |
|||
5.1 |
Ось колесной пары |
|||
5.1.1 |
Прозвучиваемость оси |
П111-2,5-К12 |
46 |
Донная поверхность |
5.1.2 |
Шейка оси |
П111-2,5-К12 |
34 |
Отверстие диаметром 6 мм |
5.1.3 |
Шейка оси |
П111-5,0-К6 |
36 |
Отверстие диаметром 6 мм |
5.1.4 |
Внутренняя подступичная |
П111-2,5-К12 |
58 |
Отверстие диаметром 6 мм |
5.1.5 |
Внешняя подступичная |
П121-2,5-18o(22o) |
36 |
Отверстие диаметром 6 мм |
5.1.6 |
Внешняя подступичная |
П121-2,5-50o |
22 |
Отверстие диаметром 6 мм |
5.1.7 |
Средняя и внутренние |
П121-2,5-50o |
24 |
Отверстие диаметром 6 мм |
5.2 |
Бандаж |
|||
5.2.1 |
Основное сечение |
П121-2,5-40o |
24 |
Отверстие диаметром 6 мм |
5.2.2 |
Гребень |
П121-2,5-50o |
12 |
Отверстие диаметром 6 мм |
5.3 |
Карданный вал тягового привода (для электровозов ЧС7) |
|||
5.3.1 |
Дальняя зона вала |
П111-2,5-К12 |
20 |
Отверстие диаметром 6 мм |
5.3.2 |
Ближняя зона вала |
П111-2,5-К12 |
16 |
Отверстие диаметром 6 мм |
5.4 |
Болты подвески |
|||
5.4.1 |
Резьбовая часть |
П111-5,0-К6 |
8 |
Отверстие диаметром 6 мм |
5.4.2 |
Нерезьбовая часть |
П111-5,0-К6 |
20 |
Отверстие диаметром 6 мм |
5.5 |
Болты крепления полюсов |
П111-5,0-К6 |
4 |
Отверстие диаметром 6 мм |
5.6 |
Валик подвески амортизатора буксы |
П111-5,0-К12 |
6 |
Отверстие диаметром 6 мм |
П.И.3 Для определения уровней браковочной чувствительности УЗК деталей в случае применения дефектоскопов УД2-102 или УД2-102ВД необходимо выполнить следующие операции:
- вызвать из памяти дефектоскопа соответствующую типовую настройку с установленными режимами и значениями параметров контроля;
- в меню «НАСТРОЙКА» включить режим «НАСТР. ПО СО»;
- нанести контактную жидкость на рабочую поверхность СО-2 (СО-3Р);
- подключить к дефектоскопу ПЭП и установить его на рабочую поверхность СО-2 (СО-3Р) в соответствии со схемой, показанной на рисунке П.И.1 или П.И.2;
- определить точку с максимальной амплитудой (точку «наилучшей видимости») опорного сигнала в СО-2 или СО-3Р (донного сигнала или эхо-сигнала от отверстия диаметром 6 мм);
- кнопками регулировки усиления дефектоскопа установить амплитуду опорного сигнала, равной 0,5 ВШ экрана, получив, тем самым, опорный уровень чувствительности и зафиксировать полученное значение опорного усиления (численное значение усиления дефектоскопа в дБ автоматически индицируется в крайнем правом окне верхней части экрана);
- отключить режим «НАСТР. ПО СО»;
- путем сложения значений опорного и добавочного усиления (таблица П.И.1) определить браковочные уровни чувствительности, соответствующие вызванной типовой настройке;
- зафиксировать в журнале учета результатов контроля браковочные уровни чувствительности с указанием типа и номера используемого ПЭП;
- не изменяя номера настройки, установить полученный уровень браковочной чувствительности и сохранить это значение в памяти дефектоскопа, создав, тем самым, рабочую настройку.
Далее следует повторить вышеуказанные операции и создать рабочие настрой- ки для всех деталей и схем УЗК.
1 - прямой ПЭП; 2 - направление распространения продольных ультразвуковых волн;
3 - опорный эхо - сигнал от донной поверхности
Рисунок П.И.1 - Положение прямых ПЭП типа П111-2,5-0o-К12 и П111-5,0-0o-К6 на стандартных образцах СО-2 (а) и СО-3Р (б) и типовая дефектограмма (в) при определении опорного усиления по донному сигналу

1 - прямой ПЭП; 2 - направление распространения продольных ультразвуковых волн;
3 - опорный эхо - сигнал от отверстия Ø 6 мм
Рисунок П.И.2 - Положение прямых ПЭП типа П111-2,5-0o-К12 и П111-5,0-0o-К6 на стандартных образцах СО-2 (а) и СО-3Р (б) и типовая дефектограмма (в) при определении опорного усиления по эхо - сигналу от отверстия Ø 6 мм
1 - наклонный ПЭП; 2 - направление распространения продольных ультразвуковых волн;
3 - опорный эхо-сигнал от отверстия Ø 6 мм
Рисунок П.И.3 - Положение наклонного ПЭП типа П121-2,5-18o(22o) на стандартных образцах СО-2 (а) и СО-3Р (б) и типовая дефектограмма (в) при определении опорного усиления по эхо-сигналу от отверстия Ø 6 мм
1 - наклонный ПЭП; 2 - направление распространения поперечных ультразвуковых волн;
3 - эхо-сигнал от отверстия Ø 6 мм в СО-2 (СО-3Р)
Рисунок П.И.4 - Положение наклонного ПЭП типа П121-2,5-40o на стандартных образцах СО-2 (а) и СО-3Р (б) и типовая дефектограмма (в) при определении опорного усиления по эхо-сигналу от отверстия Ø 6 мм
1 - наклонный ПЭП; 2 - направление распространения поперечных ультразвуковых волн;
3 - эхо-сигнал от отверстия Ø 6 мм в СО-2 (СО-3Р); 4 - зона контроля на экране дефектоскопа
Рисунок П.И.5 - Положение наклонного ПЭП типа П121-2,5-50o на стандартных образцах СО-2 (а) и СО-3Р (б) и типовая дефектограмма (в) при определении опорного усиления по эхо-сигналу от отверстия Ø 6 мм
П.И.4 Ежедневно перед началом работы, производят проверку установленных уровней браковочной чувствительности и проверку основных параметров ПЭП (коэффициента двойного преобразования, угла ввода, ширины диаграммы направленности), т. к. параметры ПЭП могут измениться вследствие износа его рабочей поверхности, отслоения клеевых соединений, «старения» пьезоэлемента.
П.И.5 При проведении ежедневной проверки установленных браковочных уровней необходимо выполнить следующие операции:
- вызвать из памяти дефектоскопа соответствующую рабочую настройку;
- в случае использования режима ВРЧ, отключить данный режим (для дефектоскопов УД2-102 и УД2-102ВД установить значение «Амплитуда ВРЧ» равным 0 дБ);
- кнопками регулировки усиления уменьшить установленный уровень браковочной чувствительности на величину добавочного усиления, соответствующую максимальной глубине залегания дефекта (таблица П.И.1);
- подключить к дефектоскопу требуемый ПЭП, установить его на рабочую поверхность СО и определить точку «наилучшей видимости» эхо-сигнала от отверстия диаметром 6 мм или донной поверхности в СО;
- амплитуда опорного эхо-сигнала не должна отличаться от уровня 0,5 ВШ экрана дефектоскопа более чем на половину деления шкалы; в противном случае следует повторно определить уровень браковочной чувствительности и произвести запись рабочей настройки.
П.И.6 Проверку коэффициента двойного преобразования используемых экземпляров ПЭП проводят с помощью СО по значениям опорного усиления, которые не должны превышать уровней, приведенных в таблице П.И.2.
Таблица П.И.2 Допустимые уровни опорного усиления ПЭП при проведении УЗК деталей локомотивов
№ |
Тип ПЭП, отражатель |
Допустимые значения опорного усиления |
1 |
П111-2,5-К12 Отверстие Ø 6 мм в СО |
20 |
2 |
П111-5,0-К6 Отверстие Ø 6 мм в СО |
30 |
3 |
П121-2,5-40o Отверстие Ø 6 мм в СО |
40 |
4 |
П121-2,5-50o Отверстие Ø 6 мм в СО |
50 |
5 |
П121-2,5-18o(22o) Отверстие Ø 6 мм в СО |
30 |
П.И.7 Проверку угла ввода используемых экземпляров ПЭП проводят с помощью СО при ежедневной проверке настроек дефектоскопа, выполняя следующие операции:
- вызвать из памяти дефектоскопа соответствующую рабочую настройку;
- в случае использования режима ВРЧ, отключить данный режим (для дефектоскопов УД2-102 и УД2-102ВД установить значение «Амплитуда ВРЧ» равным 0 дБ);
– нанести контактную жидкость на рабочую поверхность СО;
– установить ПЭП рабочую поверхность СО в соответствии с рисунками П.И.1 или П.И.2 и определить положение ПЭП, соответствующее максимальной амплитуде опорного эхо-сигнала от отверстия Ø 6 мм;
– совмещая риску на боковой поверхности корпуса ПЭП, указывающую точку ввода ультразвука (точку выхода луча) со шкалой на боковой поверхности СО, определить значение угла ввода.
Значения угла ввода, определенные для используемых экземпляров ПЭП, должны соответствовать требованиям, приведенным в таблице П.И.3, в противном случае ПЭП должны быть заменены.
Таблица П.И.3 Допустимые значения угла ввода ПЭП
№ |
Тип ПЭП, отражатель |
Допустимые значения угла ввода, град. |
1 |
П111-2,5-К12 |
0 ± 2 |
2 |
П111-5,0-К6 |
0 ± 2 |
3 |
П121-2,5-40o |
40 ± 2 |
4 |
П121-2,5-50o |
50 ± 2 |
5 |
П121-2,5-18o(22o) |
18(+5-2)/22(+3-5) |
П.И.8 Оценку ширины диаграммы направленности используемых экзем- пляров прямых ПЭП (П111-2,5-К12 и П111-5,0-К6) проводят с помощью СО при ежедневной проверке, выполняя следующие операции:
- вызвать из памяти дефектоскопа соответствующую рабочую настройку;
- в случае использования режима ВРЧ, отключить данный режим (для дефектоскопов УД2-102 и УД2-102ВД установить значение «Амплитуда ВРЧ» равным 0 дБ);
– нанести контактную жидкость на рабочую поверхность СО;
– установить ПЭП рабочую поверхность СО в соответствии с рисунком П.И.3 и определить положение ПЭП, соответствующее максимальной амплитуде опорного эхо-сигнала от отверстия Ø 6 мм;
– кнопками регулировки усиления установить амплитуду опорного эхо-сигнала на экране дефектоскопа, равной полной высоте ВШ;
– последовательно смещая ПЭП в противоположных направлениях, определить его положения, соответствующие уменьшению амплитуды опорного эхо- сигнала до уровня 0,5 ВШ экрана (на 6 дБ);
– определить значение ширины диаграммы направленности прямого ПЭП, измерив расстояние (L) между точками ввода (центрами) ПЭП в крайних положениях (рисунок П.И.3).
Ширина диаграммы направленности прямых ПЭП, используемых для подтверждающего (входного) УЗК бандажей, должна составлять (20 + 4) мм. В противном случае ПЭП должны быть заменены.
1 – прямой ПЭП; 2 – направление распространения продольной ультразвуковой волны;
3 – эхо-сигнал от отверстия Ø 6 мм; L – ширина диаграммы направленности ПЭП
Рисунок П.И.3 Положение ПЭП на стандартном образце СО-3Р (а) при определении ширины диаграммы направленности и типовые дефектограммы при центральном (б) и крайних (в) положениях ПЭП
П.И.9 При определении опорного усиления необходимо проверить работу глубиномера используемого ультразвукового дефектоскопа. Для этого следует зафиксировать показания глубиномера, отображаемые в служебной строке (в верхней части экрана для УД2-102, УД2-102ВД), в точке с максимальной амплитудой опорного сигнала от отверстия Ø 6 мм в СО-2 (СО-3Р).
Значения координат отражателя должны соответствовать требованиям, приведенным в таблице П.И.4, в противном случае следует произвести настройку глубиномера в соответствии с руководством по эксплуатации дефектоскопа УД2-102 (ДШЕК.663532.001 РЭ1, РЭ2), УД2-102ВД (ДШЕК.412239.001 РЭ1, РЭ2).
Таблица П.И.4 Допустимые значения координат отражателя при проверке глу- биномера дефектоскопа по СО
№ |
Тип ПЭП |
Значения координаты Y, мм |
Значения координаты X, мм |
1 |
П111-2,5-К12 |
41 ± 1 |
0 |
2 |
П111-5,0-К6 |
41 ± 1 |
0 |
3 |
П121-2,5-40o |
43 ± 1 |
38 ± 1 |
4 |
П121-2,5-50o |
43 ± 1 |
53 ± 1 |
(Изменение №4)