Тема 36
Исключение литых деталей тележек и соединительной балки из инвентаря
1 Литые составные части тележки, забракованные при проведении плановых видов ремонта или при входном контроле поставляемых составных частей, направляются в изолятор брака. Изъятие составных частей из изолятора брака и их утилизация производятся на основании договоров с собственниками вагонов или с поставщиками литых составных частей тележек.
При входном контроле и ведении рекламационно-претензионной работы в отношении литейных дефектов деталей и способов их устранения руководствоваться нормативно-технической документацией, действующей на момент выпуска детали (ОСТ, ГОСТ). На узлы и детали вагона, не выдержавшие гарантийного срока после изготовления, ремонта, модернизации оформляется акт-рекламация формы ВУ-41М, ( Приложение И, РД 32 ЦВ 052-2009).
2 Литые составные части бракуют в следующих случаях:
- боковые рамы – при наличии трещин, не подлежащих ремонту;
- при сроке эксплуатации более установленного (кроме тех, на которые продлен срок службы), изготовленных по ОСТ 32.183-2001*;
- при сроке эксплуатации более установленного (кроме тех, на которые продлён срок службы), изготовленных по ОСТ 24.153.08-78;
- при сроке эксплуатации более установленного для рам, изготовленных по ГОСТ 32400, в соответствии с конструкторской документацией;
- надрессорные балки - при наличии:
- срока эксплуатации более установленного (кроме тех, на которые продлён срок службы), изготовленных по ОСТ 24.153.08-78;
- при сроке эксплуатации более установленного для балок, изготовленных по ГОСТ 32400, в соответствии с конструкторской документацией;
- при наличии трещин, не подлежащих ремонту;
При производстве плановых видов ремонта подлежат изъятию для проверки на легитимность боковые рамы со следующими дефектами:
- идентификационный номер с наружной стороны не совпадает с дублирующим номером и имеет следы исправления цифр электросваркой;
- хотя бы одна цифра идентификационного номера полностью выполнена сваркой при условии отсутствия дублирующего номера;
- одни и те же цифры идентификационного и дублирующего номера полностью выполнены электросваркой;
- цифры клейма завода-изготовителя полностью выполнены электросваркой.
Примечание: * Год окончания назначенного срока службы определяется расчётным путём по формуле:
для составных частей до 1990 года включительно
для составных частей с 1991 года изготовления
Год окончания продленного срока службы литой составной части, должен удовлетворять требованию:
Для составных частей до 1990 года изготовления включительно
Для составных частей с 1991 года изготовления
где: ГИ – год изготовления боковой рамы или надрессорной балки (год записывается полностью 4-е знака);
Гп – год, до которого продлен срок службы литой составной части;
1 - коэффициент, учитывающий год изготовления литой составной части;
Нс – назначенный срок службы в годах;
7 – максимальная величина продления срока службы литой составной части, в годах.
Нс - для надрессорной балки, боковой рамы в зависимости от года постройки и предприятия-изготовителя составляет:
до 1975г. - 30 лет;
с 1975г. по 1983г. – 40 лет;
с 1984 по 2002г. – 30 лет;
с 2003г – 32 года из сталей марок 20ГЛ, 20ГФЛ, 20ГТЛ,
35 лет - из стали марки 20 ХГНФТЛ по ОСТ 32.183-2001.
Для составных частей (независимо от года постройки), имеющих клейма завода-изготовителя 6 в овале, TGT (клеймо для сообщения 6712) и клейма завода изготовителя на составных частях 23 в овале, IOB, F в овале, CUG, TO, FAYR, INTOF (клеймо для сообщения 6714) – срок службы – 30 лет. Составным частям указанных производителей продление срока службы не производится.
4 Литые составные части тележек и соединительные балки четырехосных тележек исключает в металлолом комиссия в составе, установленном в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
5 Соединительные балки подлежат исключению в металлолом при наличии неисправностей более допустимых, приведенных в «Типовом технологическом процессе на ремонт соединительной балки четырехосной тележки» ТК-232 ПКБ ЦВ.
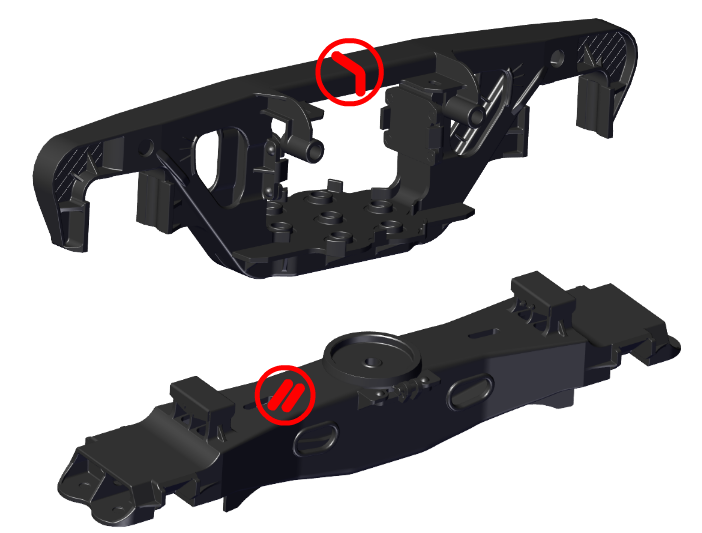
Рисунок 1 – Места нанесения неустранимых повреждений.