Тема 18
Контроль параметров надрессорной балки тележки модели 18-9810
1 Контроль надрессорной балки
1.1 Контроль диаметра подпятника с установленным кольцом
Диаметр подпятника с установленным износостойким кольцом упорной поверхности бурта определить в результате измерений внутреннего диаметра в продольной и поперечной плоскости.
Для контроля диаметра на глубине 10 мм использовать штангенциркуль ШЦ-Ш-400-0,1 по ГОСТ 166. Диаметр при выпуске из ремонта должен соответствовать размерам по конструкторской документации (305+4 мм).
1.2 Для контроля диаметра отверстия под шкворень, глубины подпятника без износостойкого вкладыша применять штангенциркуль ШЦ-1-125-0,1 по ГОСТ 166.
1.2.1 Измерение диаметра отверстия под шкворень проводится в двух взаимно перпендикулярных плоскостях. За действительное значение принимается максимальное. Диаметр отверстия под шкворень, не требующий восстановления, должен лежать в диапазоне от 58,5 до 61,5 мм.
1.2.2 Измерение глубины подпятника без износостойкого вкладыша производить с использованием специального вспомогательного шаблона ЦДЛР.9810.00.00.001 с выступами по краям. Шаблон установить на бурт подпятника выступами по краям (рисунок 1) так, чтобы не задевать шаблоном, выступающий над поверхностью бурта сварной шов износостойкого кольца упорной поверхности бурта. Глубиномером штангенциркуля определить расстояние от шаблона до опорной поверхности подпятника в двух точках продольного и двух точках поперечного сечения (за вычетом толщины шаблона в крайней части). Надрессорную балку браковать, если глубина подпятника составит более 38 мм.
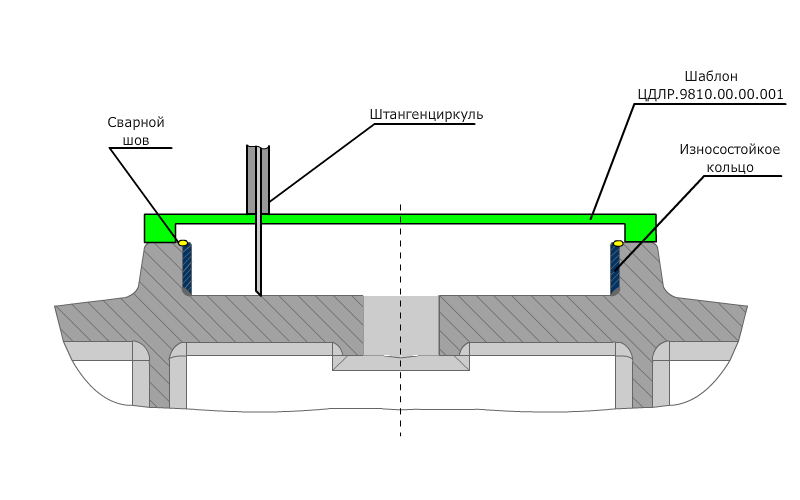
Рисунок 1 – Измерение глубины подпятника.
1.3 Контроль износа внутреннего и наружного боковых упоров, износа внутренней упорной стенки
Симметричность упоров относительно кармана надрессорной балки определить величиной расстояния от внутренней износостойкой планки до внутреннего упора (не более 73 мм), а износ - расстоянием между упорами (от 305,0 до 309,5 мм). Износ внутренней упорной стенки должен составлять не более 5 мм.
Для определения износа внутреннего и наружного упоров, износа внутренней упорной стенки использовать шаблон Т1402.00.004. Данную операцию произвести только после устранения неисправностей износостойких планок кармана.
Установить шаблон 1, как показано на рисунке 2, чтобы он контактировал с внутренней износостойкой планкой 2 и наружной стенкой 3. Затем поочередно измерить щупами из набора Т 1402.02.000 зазоры между шаблоном и каждым упором, шаблоном и внутренней упорной стенкой.
Зазор а между внутренним упором 4 и шаблоном должен быть не более 5 мм, а зазор с между наружным упором 5 и шаблоном - не более 0,5 мм. При превышении указанных величин произвести наплавку изношенных поверхностей упоров.
Вставить щуп толщиной 5 мм в зазор b между шаблоном и внутренней упорной стенкой 6. Если зазор превысит 5 мм, то измерения следует провести щупами большей толщины. Если зазор не более 9 мм, требуется восстановить внутреннюю упорную стенку. Если обнаружится зазор более 9 мм, надрессорную балку браковать.
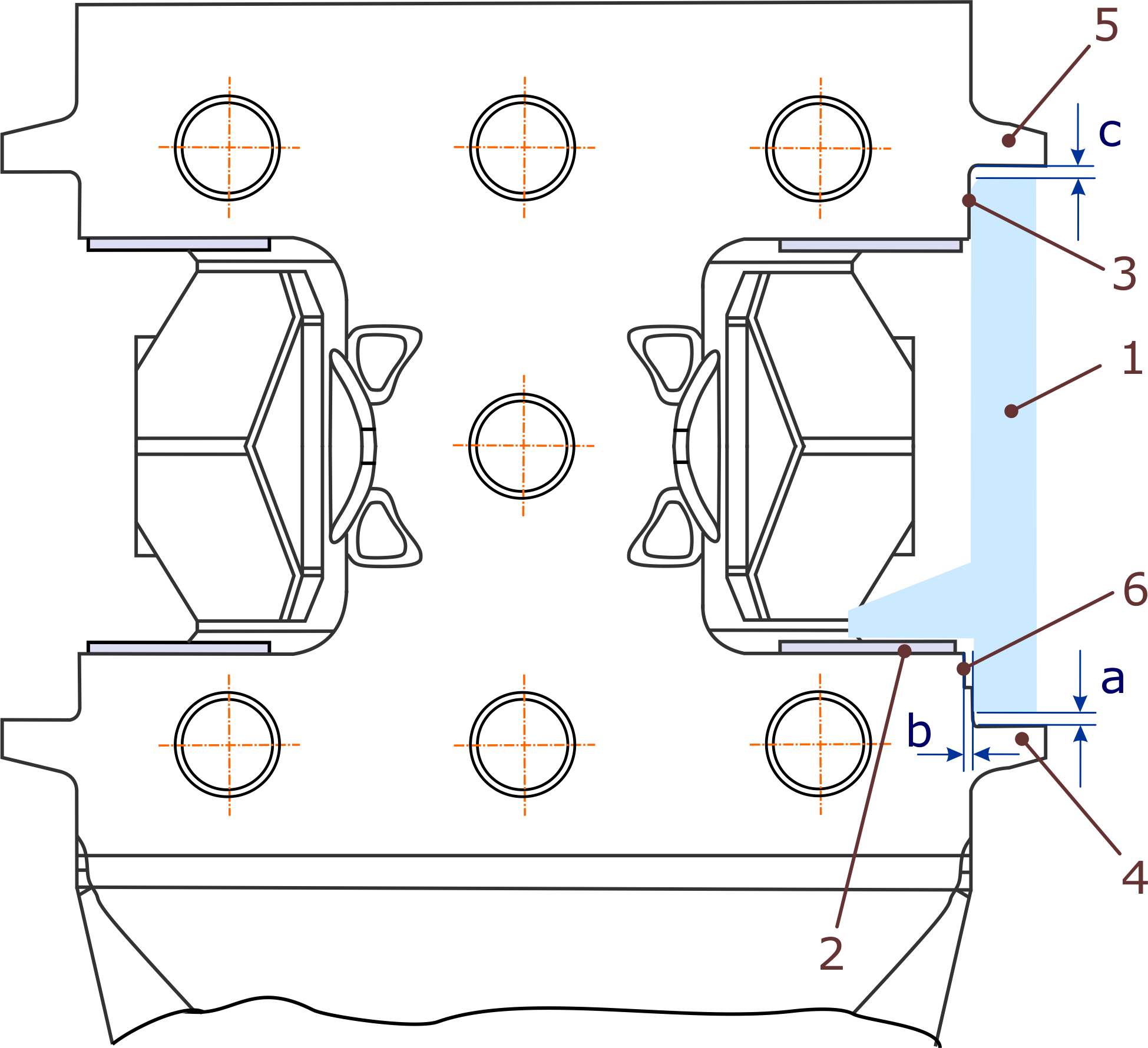
Рисунок 2 – Установка шаблона Т 1402.00.004 в кармане надрессорной балки.
1.4 Контроль износа планок на боковых стенках клинового кармана
Расстояние между износостойкими планками при выпуске из деповского ремонта при пробеге вагона менее 500000 км с сохранением накопленного пробега должно лежать в диапазоне от 197,5 до 202,5 мм.
Для определения износа планок клинового кармана контролировать расстояние между ними при помощи шаблона Т 1402.00.002 и щупами из набора Т1402.02.000.
Надрессорную балку необходимо расположить карманами вверх.
Шаблон 1 вставить в нижнюю часть кармана, как показано на рисунке 3. Убедиться, что шаблон контактирует как с внутренней упорной стенкой 2, так и с внутренней износостойкой планкой 3. Вставить между шаблоном и наружной износостойкой планкой в зазор а щуп толщиной 3 мм. Если щуп проходит, требуется замена планок. Произвести контроль в нескольких точках, смещая шаблон по высоте, пока он не упрётся во вставку на наклонной поверхности кармана.
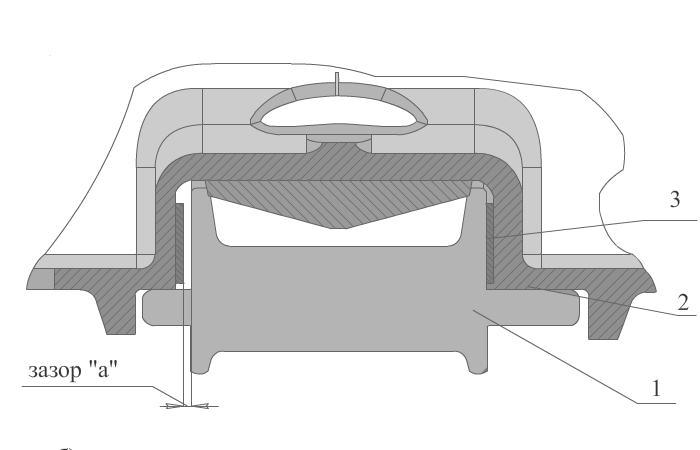
Рисунок 3 – Установка шаблона Т1402.00.002 в кармане надрессорной балки при контроле нижней части кармана.
Перевернуть шаблон и произвести контроль верхней части кармана аналогичным образом, как показано на рисунке 4.
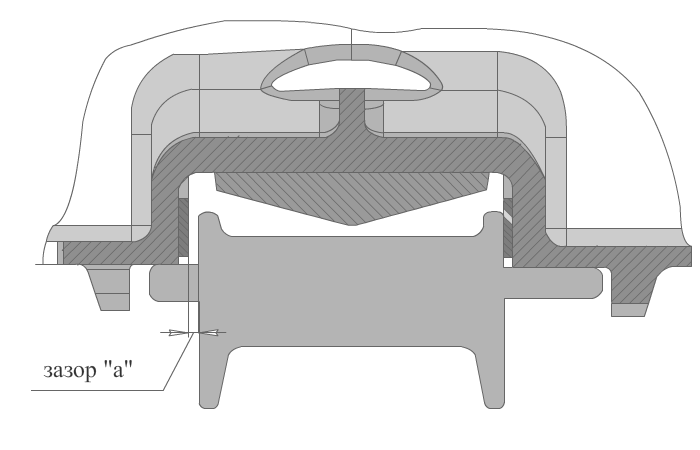
Рисунок 4 – Установка шаблона Т 1402.00.002 в кармане надрессорной балки при контроле верхней части кармана.
1.5 Контроль износа рабочих поверхностей вставки клинового кармана
Допускается выпускать из деповского ремонта при пробеге вагона менее 500000 км с сохранением накопленного пробега надрессорные балки, имеющие износ рабочих поверхностей вставки не более 2,5 мм.
Для контроля износа рабочих поверхностей вставки использовать шаблон Т1402.00.003.
Установка шаблона 2 на поверхность вставки 1 показана на рисунке 5. Провести шаблоном вдоль всей поверхности вставки. Вставка считается годной, когда выемка на шаблоне не касается центрального выступа 3 в средней части вставки, имеется зазор "а". Если обнаружится отсутствие зазора и контакт выемки в средней части шаблона с центральным выступом 3 вставки, вставка подлежит замене.
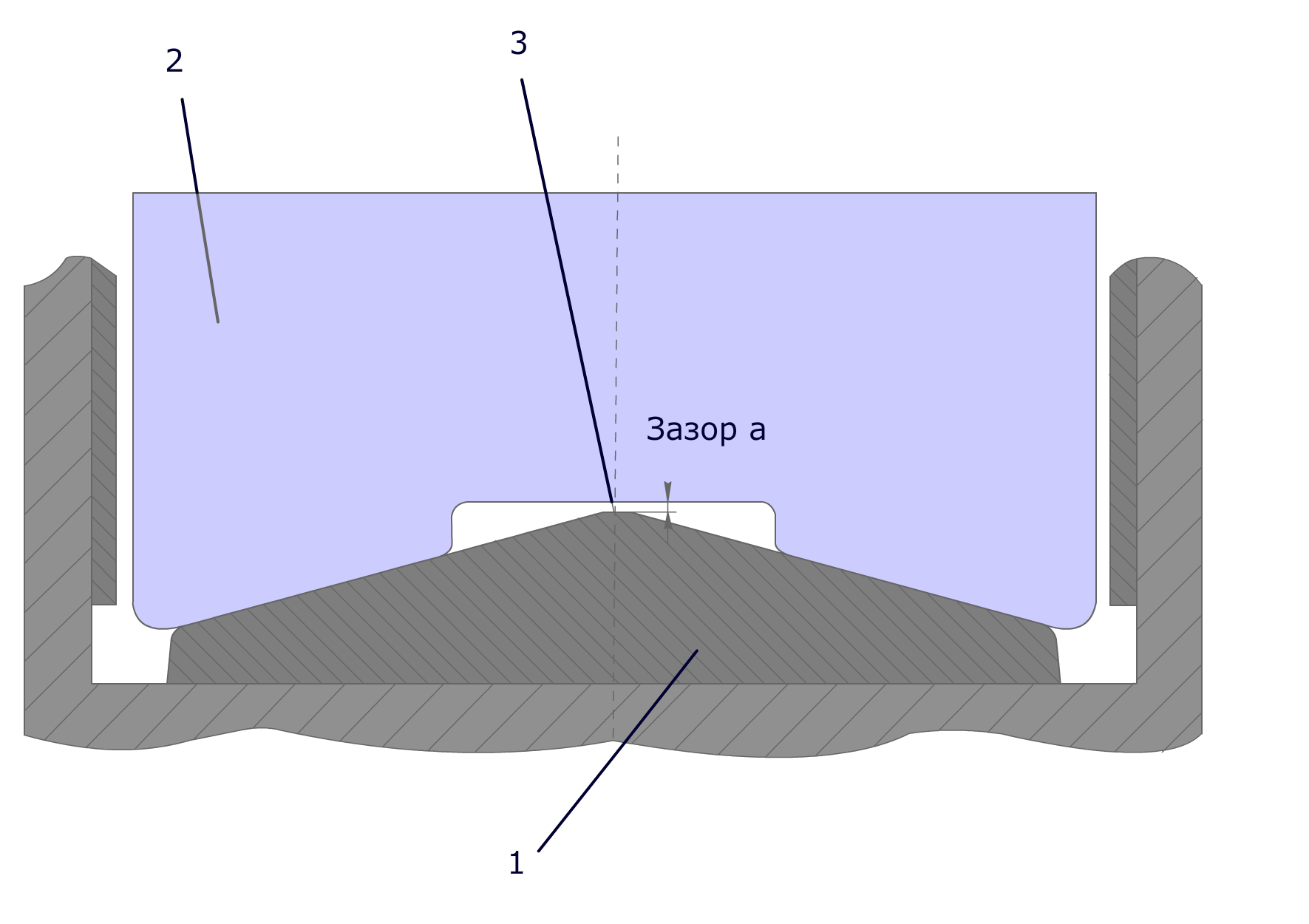
Рисунок 5 – Годная вставка при контроле износа рабочих поверхностей вставки клинового кармана шаблоном Т 1402.00.003.