Тема 6
Дефектация, основные требования при ремонте боковый рам тележек модели 18-100
Дефектация составных частей тележек грузовых вагонов должна производиться перед проведением неразрушающего контроля.
Дефектацию проводить визуальным и инструментальным способами.
Наличие трещин во всех составных частях тележек не допускается, кроме трещин, которые устраняются при плановых видах ремонта в соответствии с действующей ремонтной документацией.
Размеры отдельных составных частей тележек, которым они должны соответствовать, при плановых видах ремонта приведены в таблице 1
Таблица 1 – Размеры отдельных составных частей тележек модели 18-100 по ГОСТ 9246
|
Наименование неисправностей |
При деповском ремонте с установкой износостойких элементов |
При капитальном ремонте с установкой износостойких элементов |
|
Глубина подпятника для балок, изготовленных до 1986 г., мм (установка износостойких элементов не предусматривается) |
25+1 -2 |
25 +1 -2 |
|
Глубина подпятника для балок, изготовленных после 1986 г., мм |
30+1 -2 |
30 +1 -2 |
|
Размер наклонных поверхностей надрессорной балки, мм |
не менее 166,0 |
175±1* |
|
Размер упорных поверхностей (челюстей) боковой рамы, мм, |
не более 342*** |
335±1** |
|
Износ колпака скользуна, мм, не более |
2 |
не допускается |
|
Износ скользунов соединительной балки: центральных, не более концевых, не более |
2 2 |
не допускается |
|
Высота прилива опорной поверхности буксового проема боковой рамы, мм |
до 11**** |
до 11**** |
|
Клин фрикционный из чугуна. Суммарный износ рабочих поверхностей, мм |
не более 3 или 2 на сторону |
новый |
|
Глубина подпятника соединительной балки, мм, не более |
47,5 |
47,5 |
|
Диаметр подпятника, надрессорной балки на глубине 10 мм, |
302,5+1,5 при конусности 1:12,5 |
302,5+1,5 при конусности 1:12,5 |
|
Диаметр подпятника соединительной балки на глубине 10 мм, мм |
457+1 -2 при конусности 1:12,5 |
457+1 -2 при конусности 1:12,5 |
|
Износ крайних пятников соединительной балки, мм |
не допускается |
не допускается |
|
Наименование неисправностей |
При деповском ремонте с установкой износостойких элементов |
При капитальном ремонте с установкой износостойких элементов |
|
Глубина подпятника для балок, изготовленных до 1986 г., мм (установка износостойких элементов не предусматривается) |
25+1 -2 |
25 +1 -2 |
|
Глубина подпятника для балок, изготовленных после 1986 г., мм |
30+1 -2 |
30 +1 -2 |
|
Размер наклонных поверхностей надрессорной балки, мм |
не менее 166,0 |
175±1* |
|
Размер упорных поверхностей (челюстей) боковой рамы, мм, |
не более 342*** |
335±1** |
|
Износ колпака скользуна, мм, не более |
2 |
не допускается |
|
Износ скользунов соединительной балки: центральных, не более концевых, не более |
2 2 |
не допускается |
|
Высота прилива опорной поверхности буксового проема боковой рамы, мм |
до 11**** |
до 11**** |
|
Клин фрикционный из чугуна. Суммарный износ рабочих поверхностей, мм |
не более 3 или 2 на сторону |
новый |
|
Глубина подпятника соединительной балки, мм, не более |
47,5 |
47,5 |
|
Диаметр подпятника, надрессорной балки на глубине 10 мм, |
302,5+1,5 при конусности 1:12,5 |
302,5+1,5 при конусности 1:12,5 |
|
Диаметр подпятника соединительной балки на глубине 10 мм, мм |
457+1 -2 при конусности 1:12,5 |
457+1 -2 при конусности 1:12,5 |
|
Износ крайних пятников соединительной балки, мм |
не допускается |
не допускается |
Примечание:
* - 175 мм для тележек 18-1750, 18-7055; - 175 мм для тележек 18-9801, 18-100;
** - 335 мм для тележек модели 18-9801;
*** - не более 338 мм для тележек модели 18-100;
****- не менее 0,5 мм для тележек модели 18-100.
Литые составные части тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой в соответствии с инструкциями, разработанными ВНИИЖТ и утвержденными установленным порядком, с последующей механической обработкой до чертежных размеров и заданной твердости». Твёрдость измеряется твердомером типа ТЭМП 3 по ГОСТ 9012-59, ГОСТ 9013-59 или другого типа.
Триангели рычажной передачи тележек испытывают на растяжение при их изготовлении вновь, периодических видах ремонта вагонов и ремонте сваркой, согласно Руководства по ремонту триангелей Р 001 ПКБ ЦВ-2009 РК и руководства «Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение» № 736-2010 ПКБ ЦВ.
Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты - новыми.
Шарнирные соединения рычажной передачи должны соответствовать требованиям «Общего руководства по ремонту тормозного оборудования вагонов» 732 - ЦВ-ЦЛ.
-В кронштейн боковой рамы валика подвески тормозного башмака при плановых видах ремонта устанавливается полимерная втулка по черт. 194.00.054-0 или по черт. УРЛТ.667155.007, а в подвеску тормозного башмака полимерные втулки по чертежам Т 258.00.02 или 194.40.035-0 или УРЛТ.667752.001.
-При деповском ремонте допускается повторное использование полимерных втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период.
-Контроль проушин подвески тормозного башмака проводить визуально без снятия втулок.
-В шарнирных соединениях рычагов с триангелями, затяжками и державкой «мертвой точки» устанавливаются втулки, изготовленные из композиционного прессовочного материала КПМ ТУ 2292-011-56867231-2007.
Шкворень, имеющий трещины или изгиб более 5 мм, подлежит замене. Износ шкворня по диаметру при деповском ремонте допускается не более 3 мм, при капитальном ремонте износ шкворня не допускается.
Разница баз боковых рам допускается не более 2 мм.
Размеры, которым должна соответствовать соединительная балка четырехосной тележки, приведены в «Типовом технологическом процессе на ремонт соединительной балки четырехосной тележки» ТК-232 ПКБ ЦВ.
Балка опорная для авторежима должна быть установлена на специальные полки боковых рам тележки согласно требованиям «Общего руководства по ремонту тормозного оборудования вагонов» 732-ЦВ-ЦЛ.
Согласно РД 32 ЦВ 052-2009 (Приложение Ж) составные части боковой рамы можно разделить в зависимости от вида дефекта на 3 группы:
К первой группе (Рисунок 1) относят составные части боковой рамы, при возникновении трещины в которых боковая рама признаеться Браком и ремонту не подлежит.
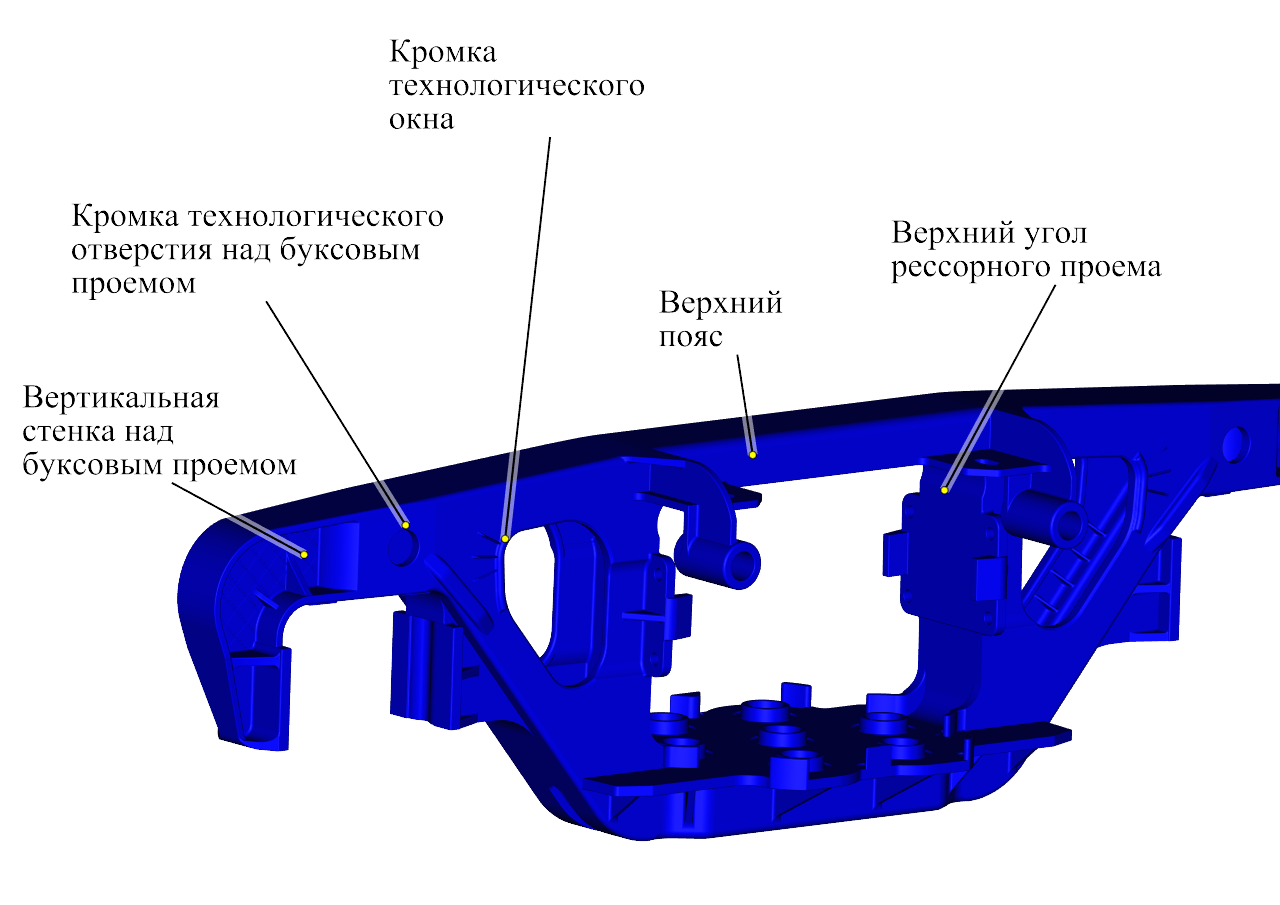
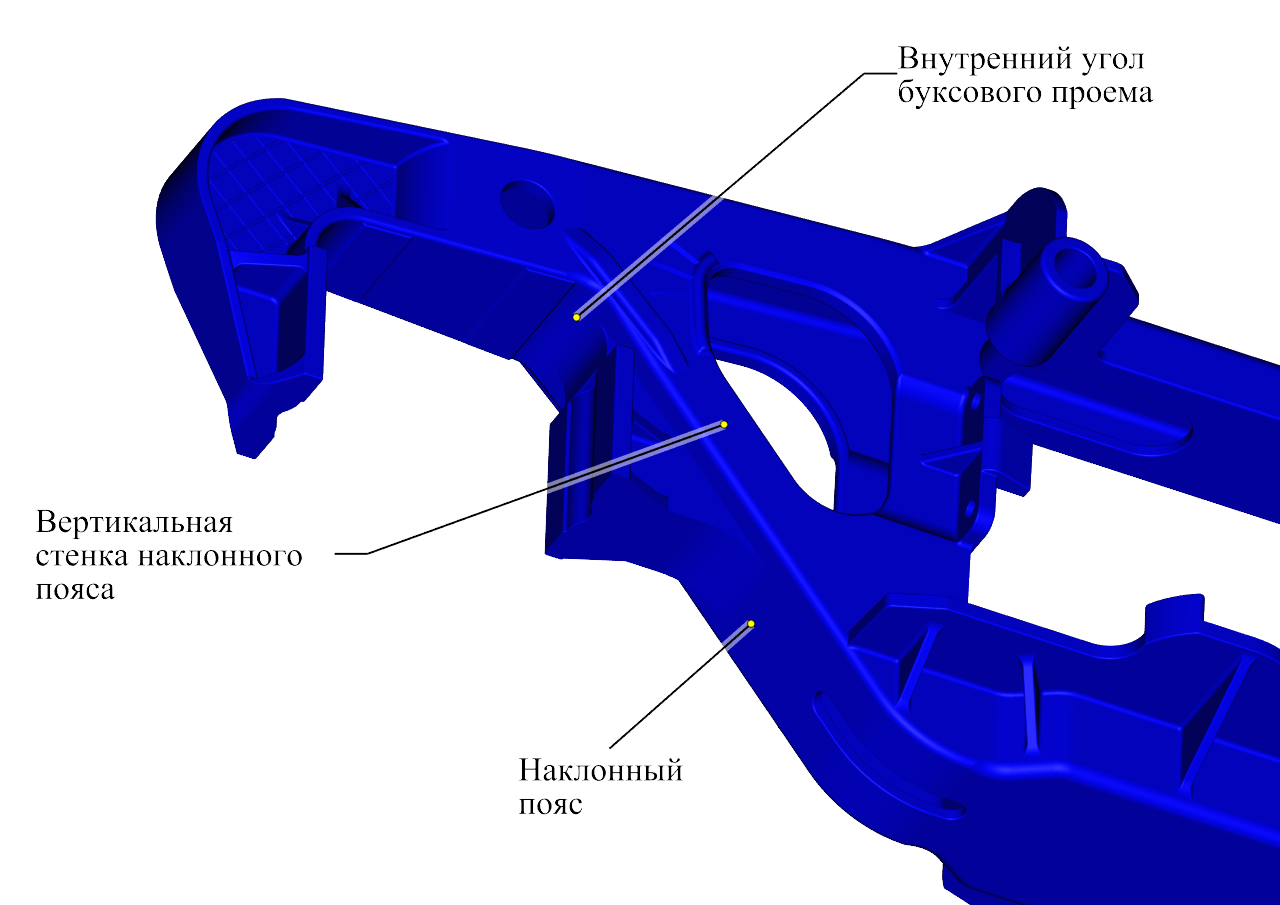
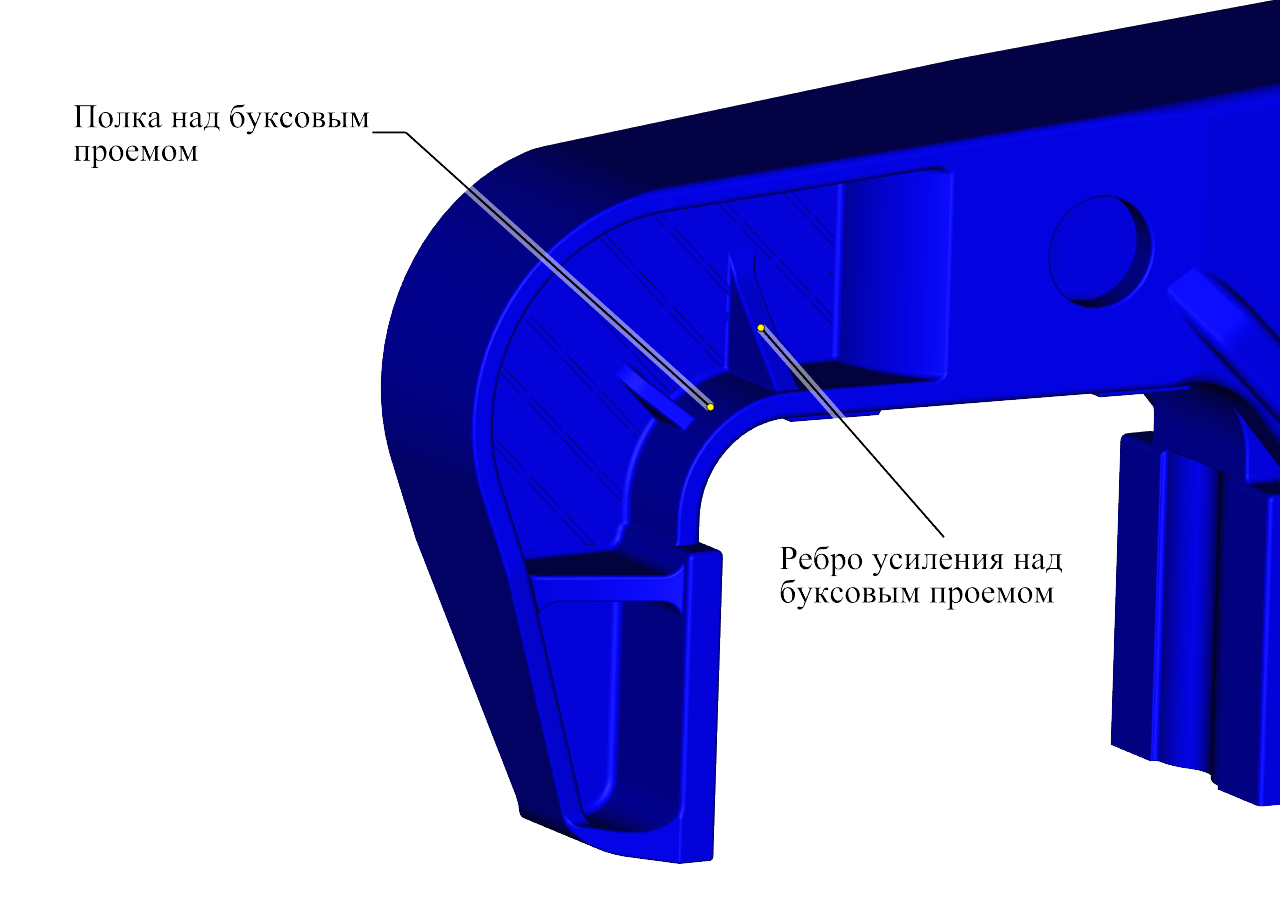
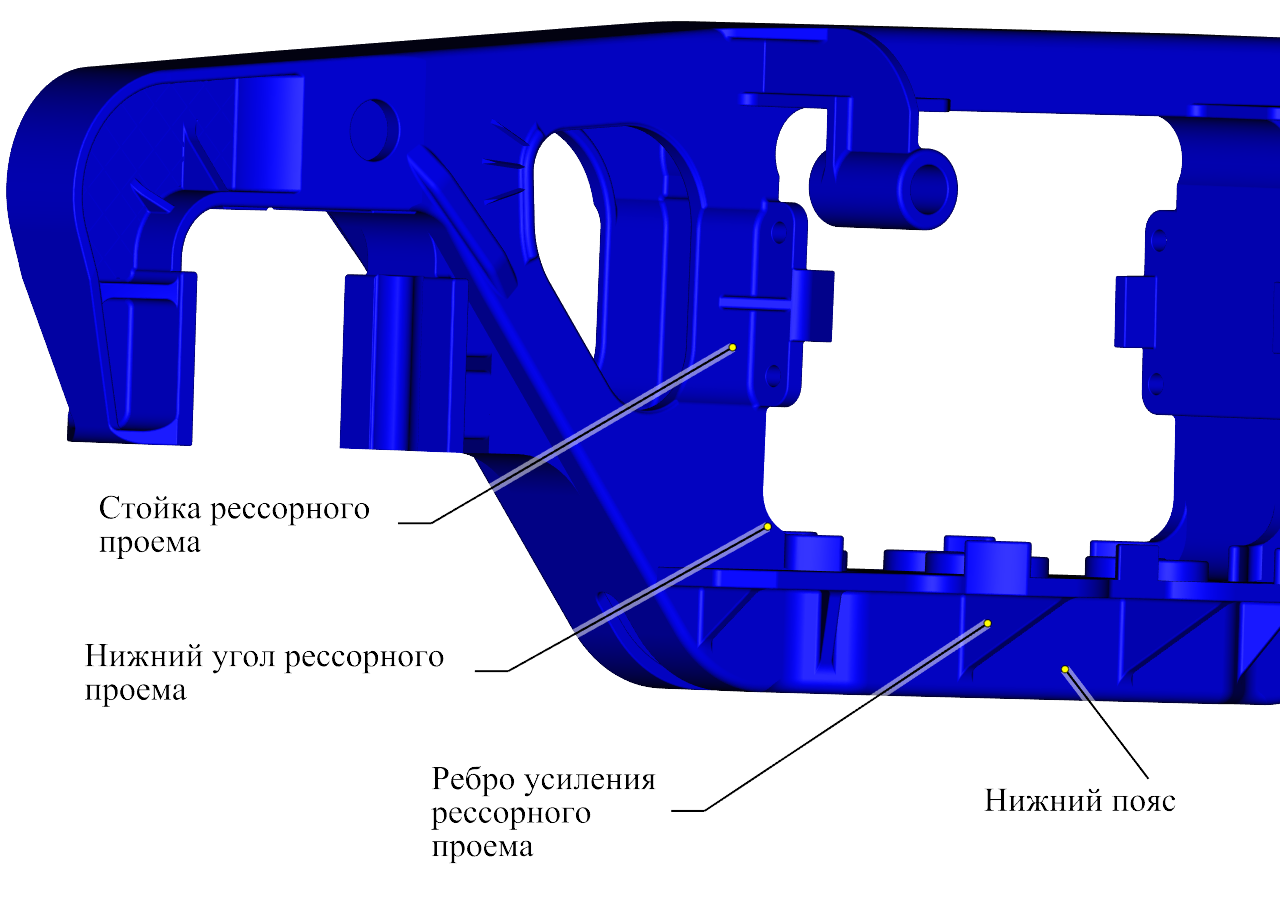
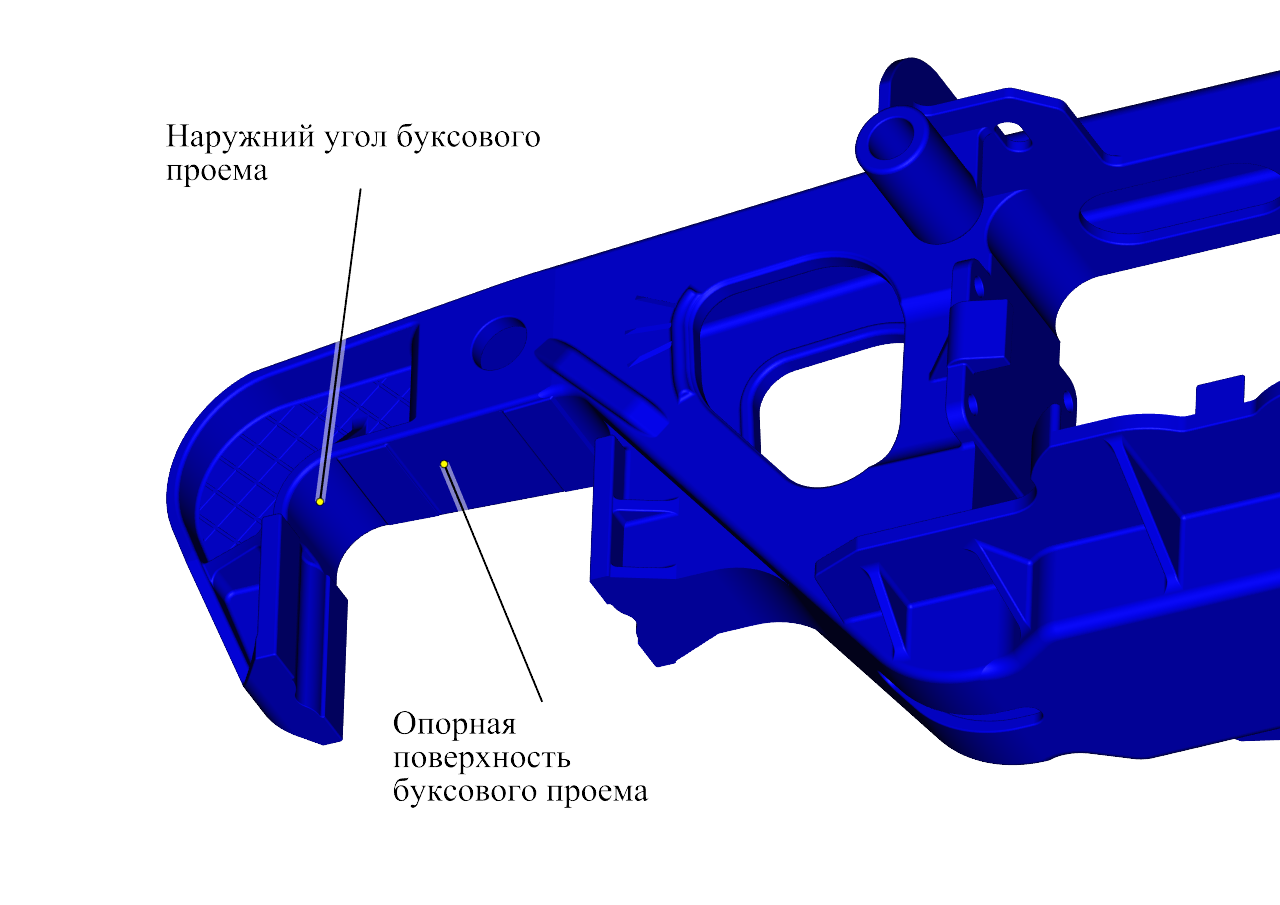
Рисунок 1 – Составные части боковой рамы при обнаруженни трещины в которых боковая рама признается браком.
В первой группе основным методом установки трещины является метод визуального контроля с измерением дефекта при помощи металической линейки.Однако для внутреннего и наружнего угла буксового проема методом установки дефекта является магнитно-порошковый контроль, а средством измерения является дефектоскоп.
Ко второй группе (Рисунок 2) относят составные части боковой рамы, при возникновении трещины в которых для боковой рамы назначают ремонт. Однако если трещина неремонтнопригодна то боковую раму признают браком.
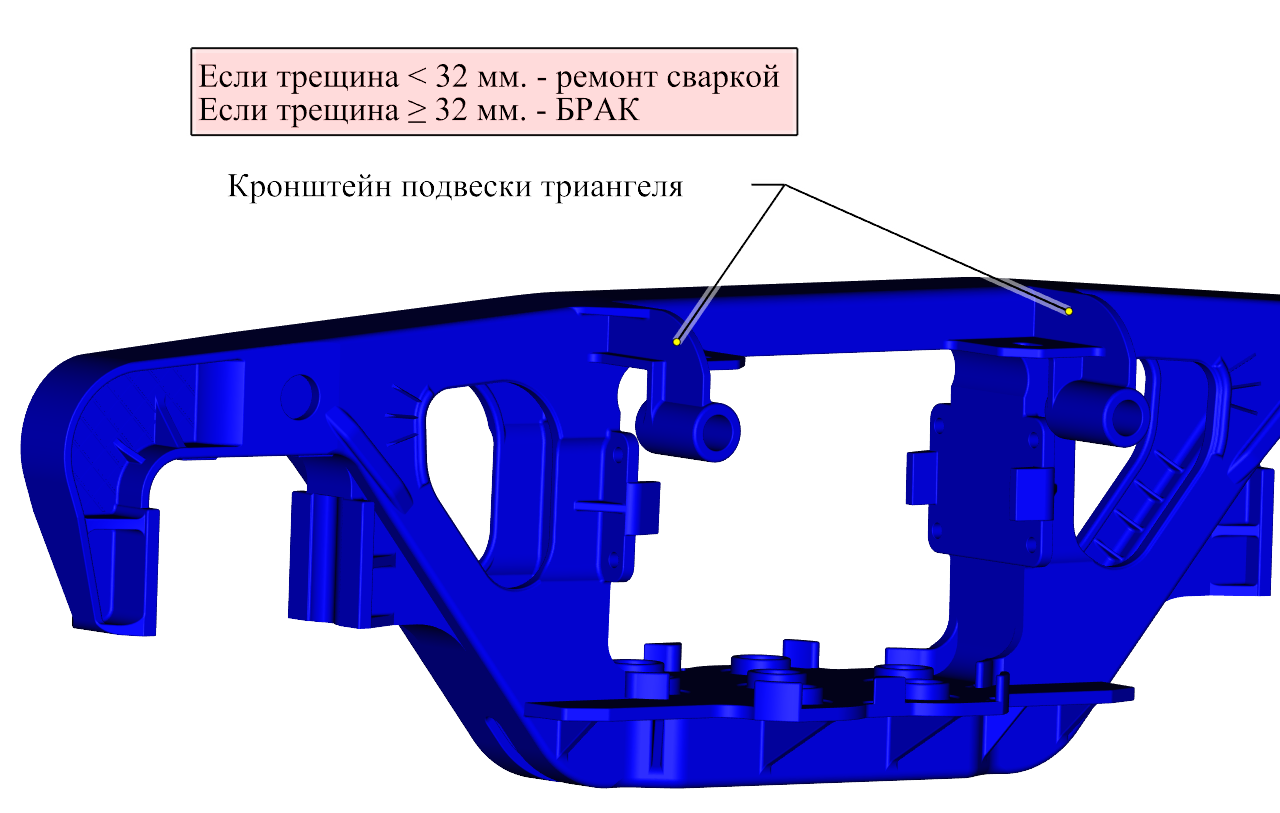
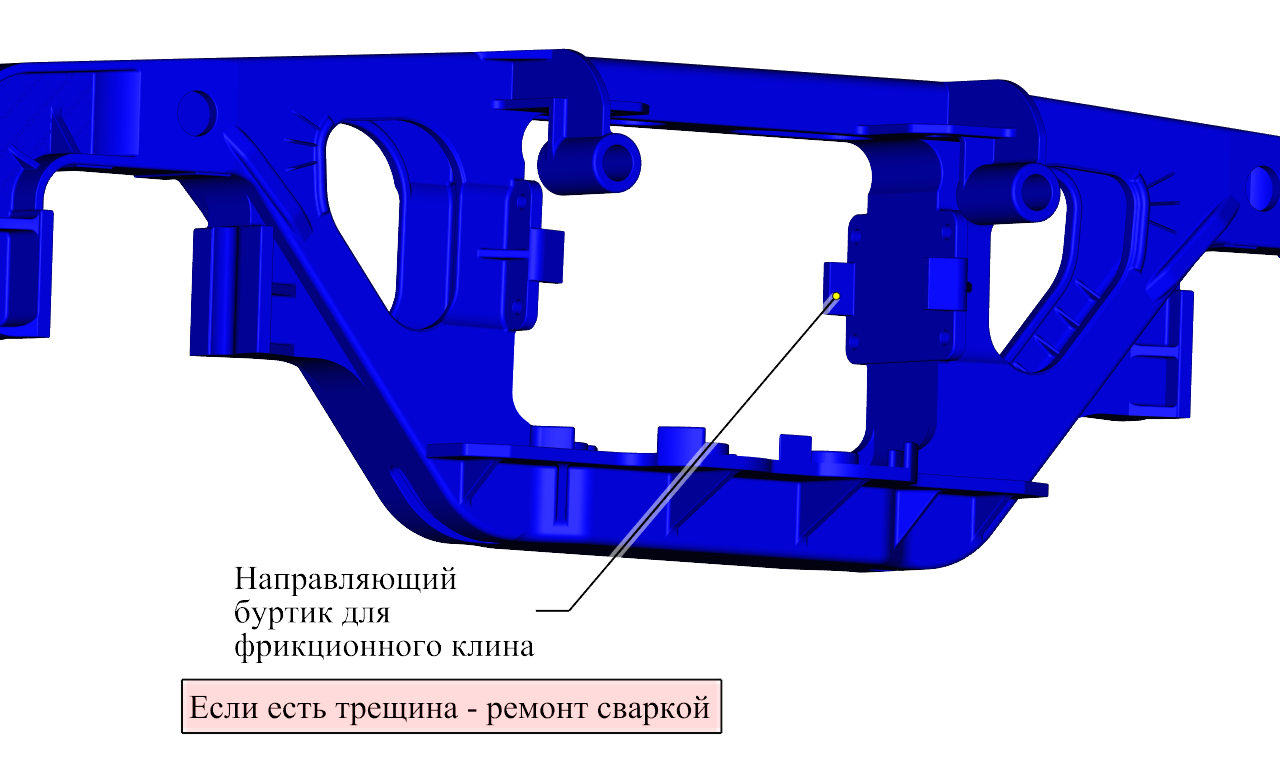
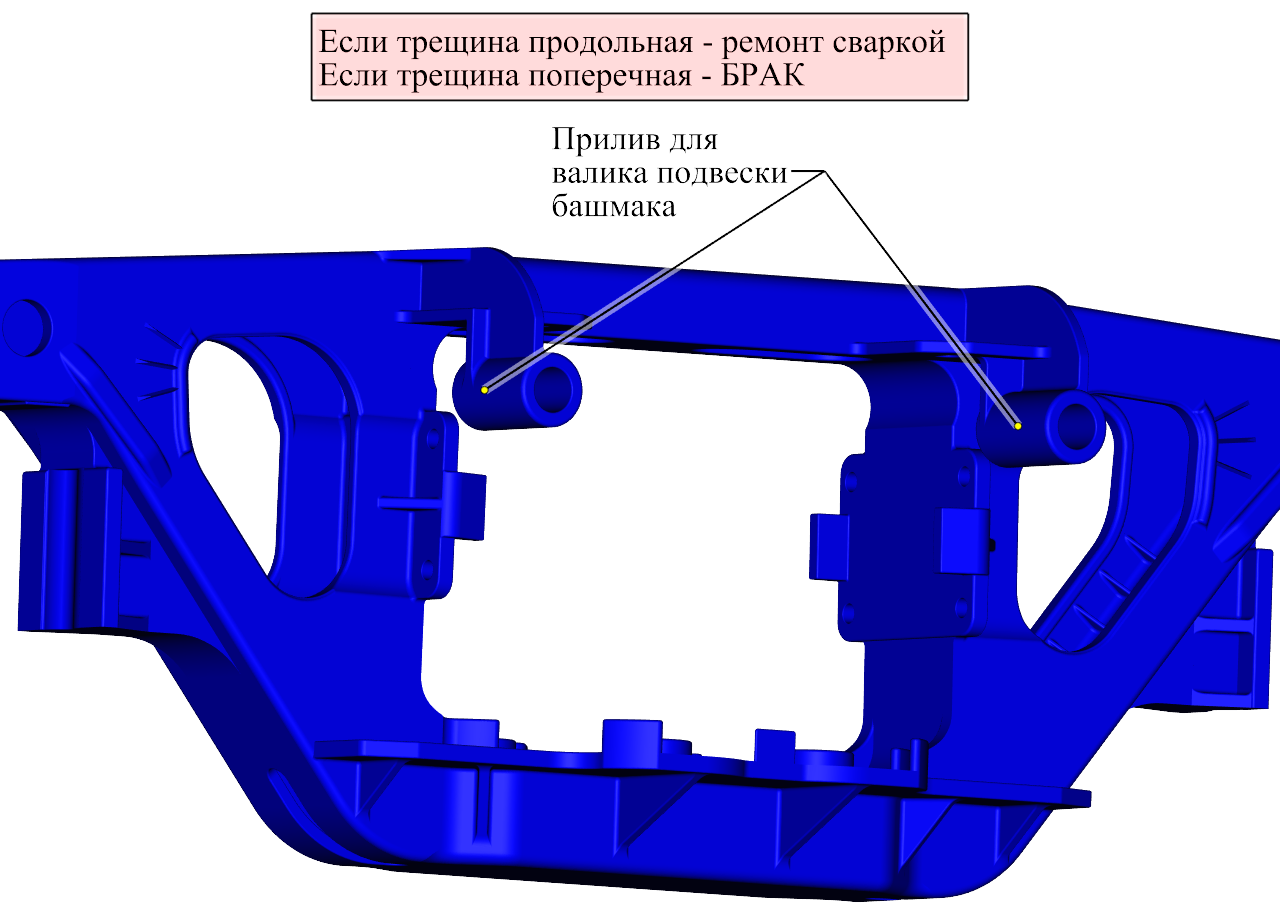
Рисунок 2 – Составные части боковой рамы трещины в которых ремонтнопригодны.
Во второй группе основным методом установки трещины является метод визуального контроля с измерением дефекта при помощи металической линейки.
К третьей группе (Рисунок 3) относят составные части боковой рамы содержащие различные виды дефектов. В зависимости от вида дефекта боковую раму бракуют либо назначают ремонт.
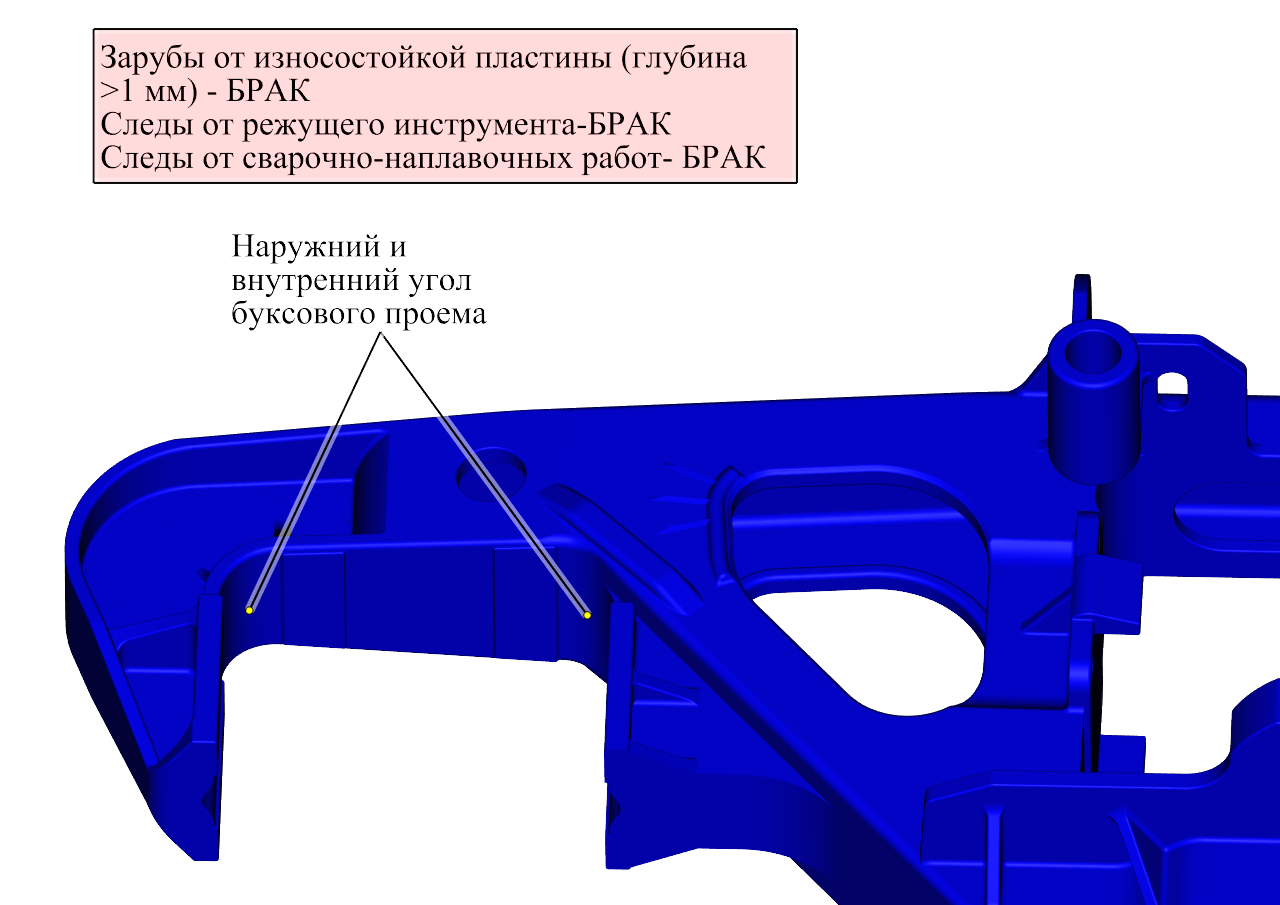
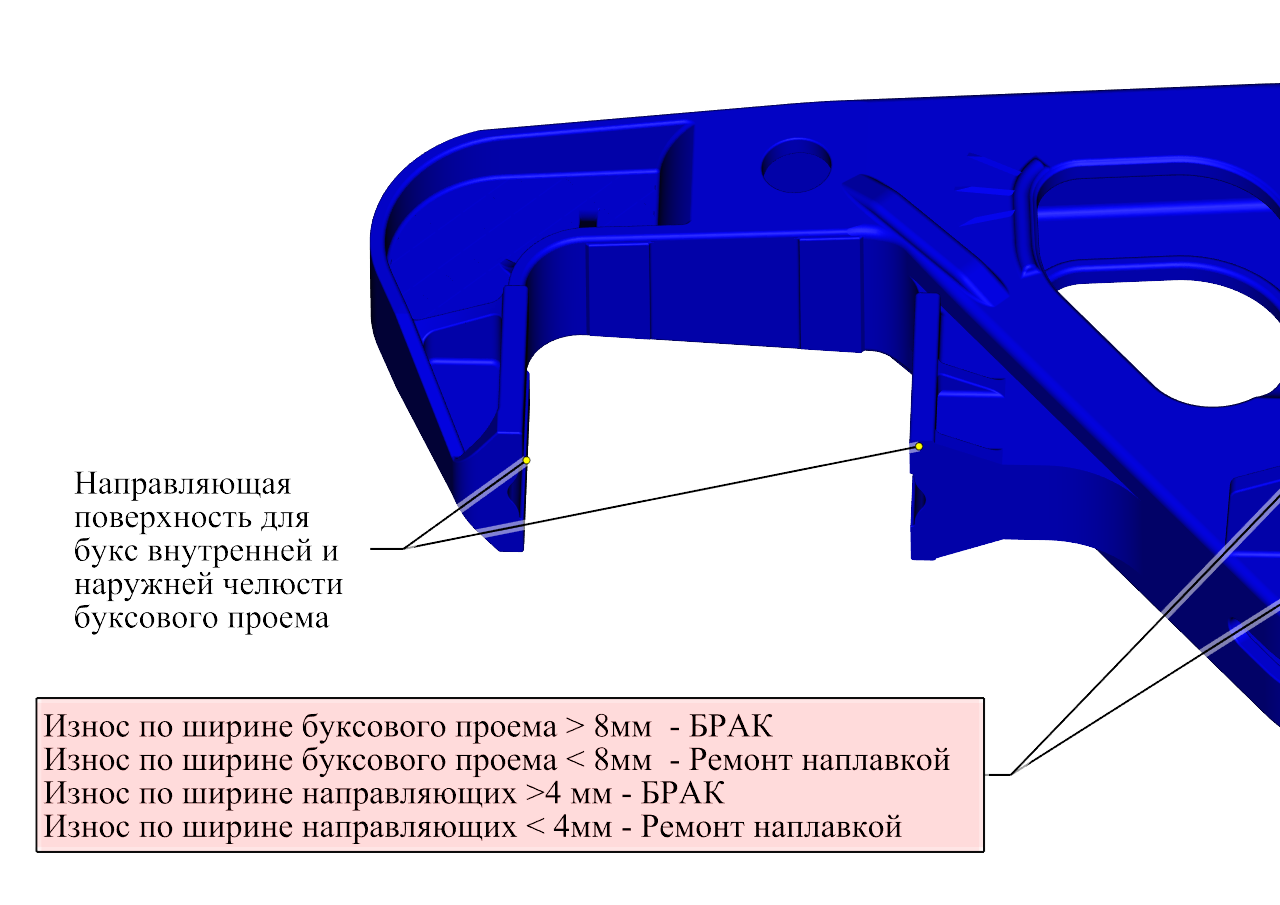
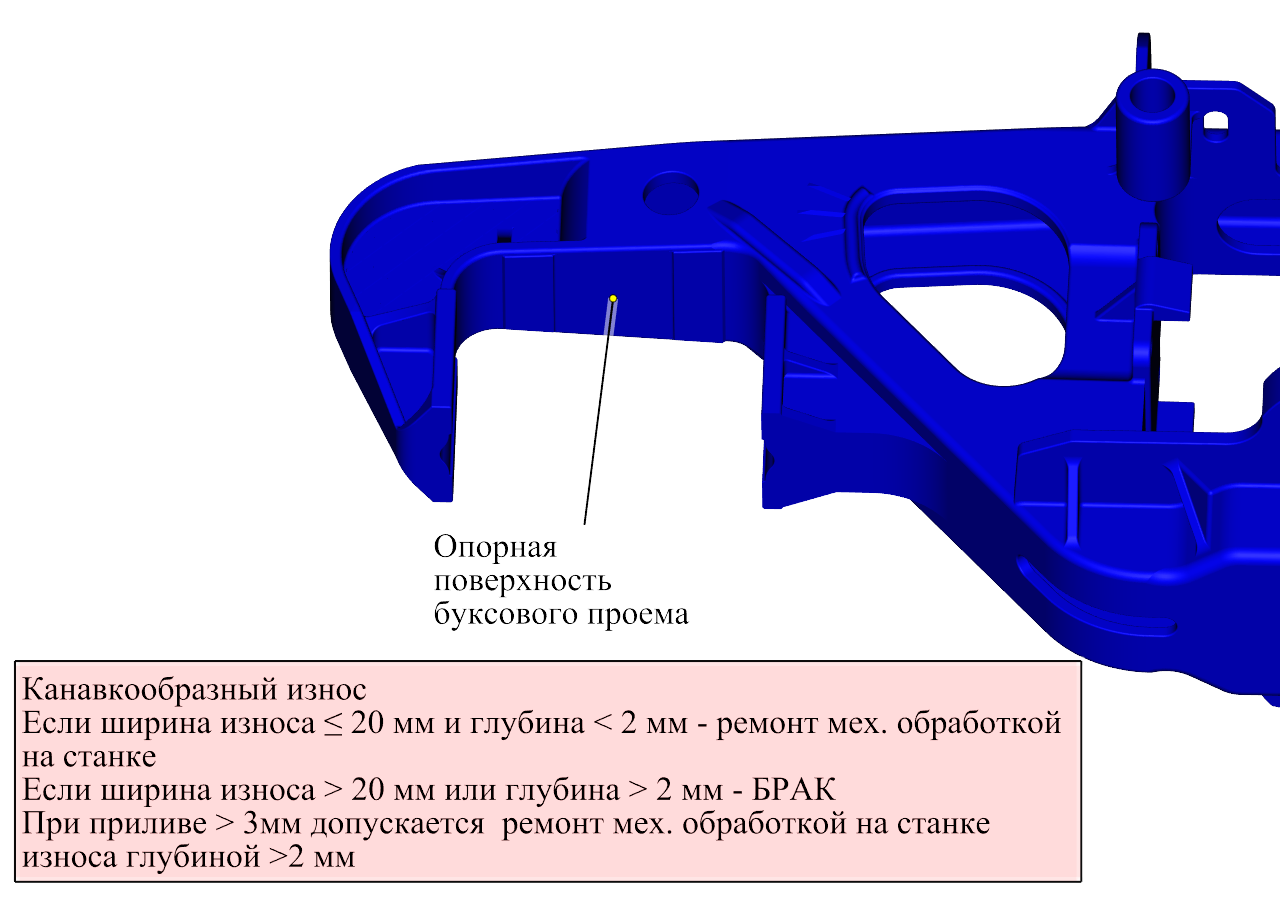
Рисунок 3 – составные части боковой рамы содержащие различные виды дефектов.
В третьей группе основным методом контроля является визуальный контроль. Измерение дефектов выполняется металической линейкой, а для контроля опорной поверхности буксового проема при измерии размеров канавкообразного износа используют металическую линейку и штангенциркуль. Чтобы измерить износ на направляющих поверхностях букс внутренней и наружней челюсти буксового проема используют штангенциркуль и шаблон.