Тема 15
Тяговые хомуты автосцепки. Технические требования на дефектацию и ремонт тяговых хомутов автосцепки
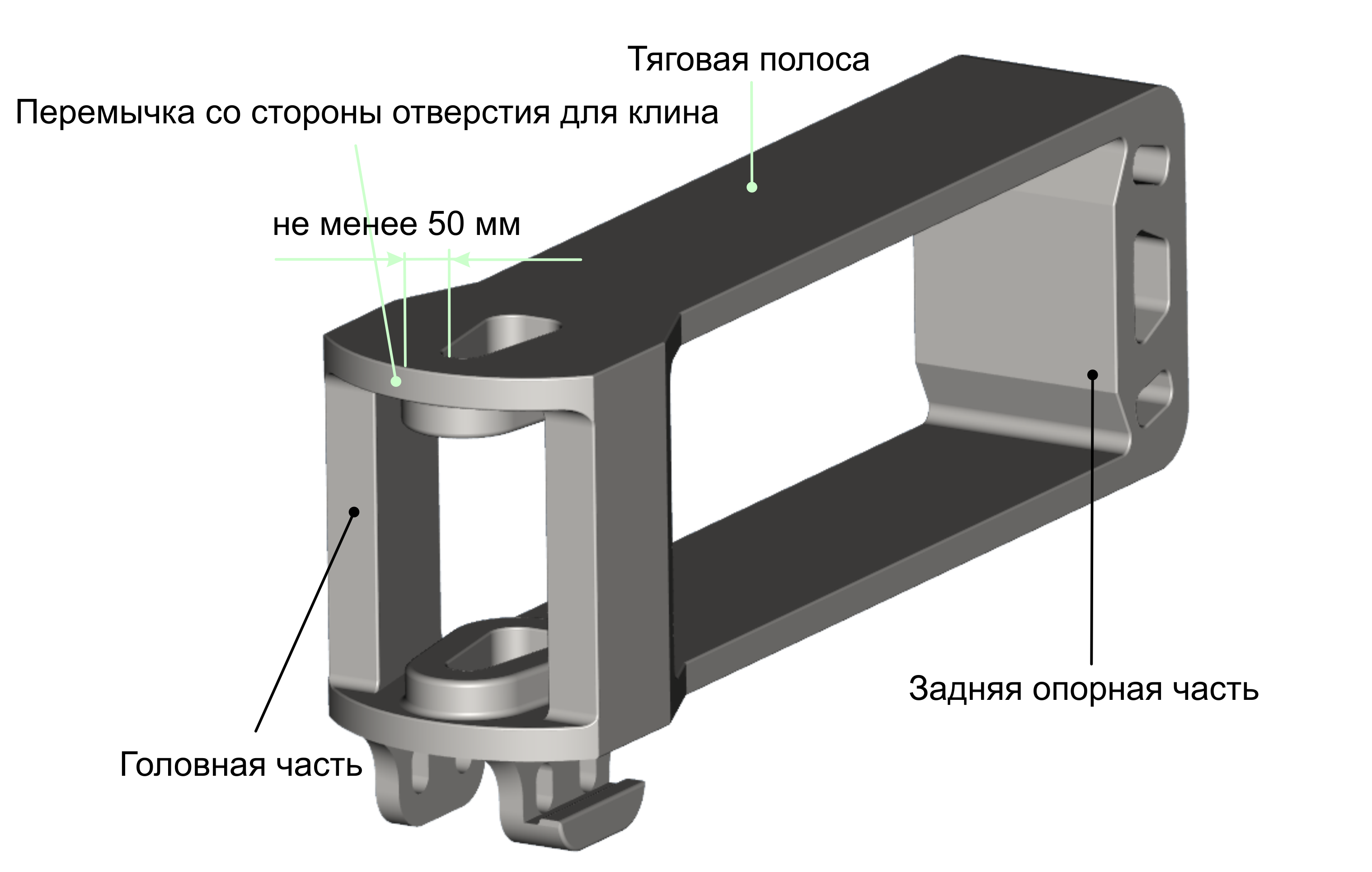
Тяговый хомут автосцепки СА-3
1) Тяговый хомут считается годным если:
а) толщина перемычки со стороны отверстия для клина не менее 50 мм;
б) нет трещины на тяговых полосах. Разрешается вырубать и оставлять без заварки поверхностные трещины глубиной не более 3 мм с плавным выводом разделок на литейную поверхность, если они не расположены на тяговых полосах;
в) износы тяговых полос не более 3 мм, а боковых поверхностей головной и задней опорной части – не более 5 мм;
г) хомут отвечает требованиям проверки шаблонами 920р-1 и 861р-м.
2) Перемычку отверстия для клина тягового хомута наплавляют, если ее толщина менее 50 мм.
2.1 Наплавку выполняют со стороны отверстия для клина с таким расчетом, чтобы после обработки толщина перемычки была не менее 58 мм и не более 61 мм. После наплавки и обработки отверстия проверяют проходным шаблоном 861р-м.
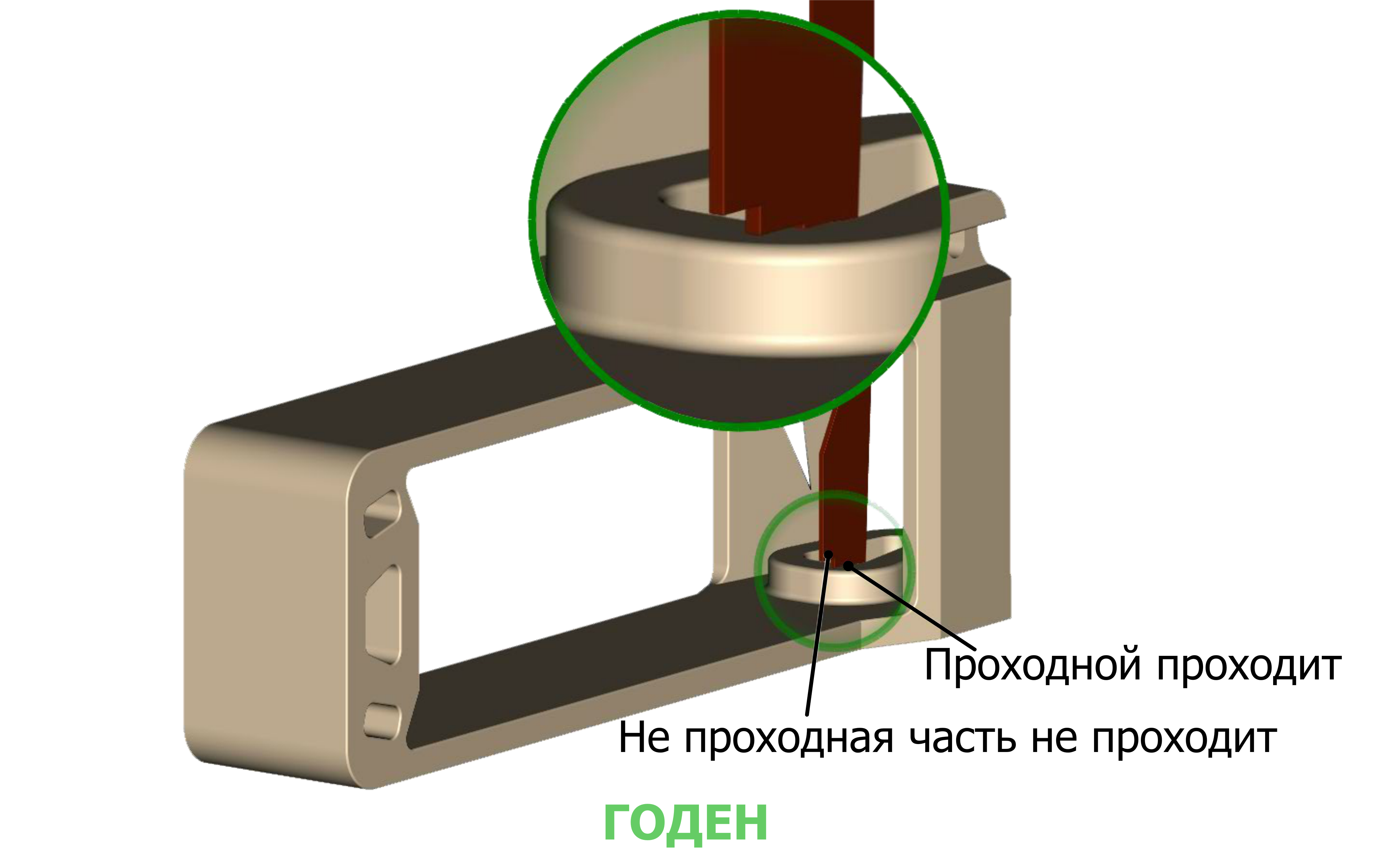
2.2 Проверка проходным шаблоном 861р-м. Хомут негоден, если шаблон не проходит через верхнее отверстие (положение 1) или через нижнее отверстие (положение 2) для клина.
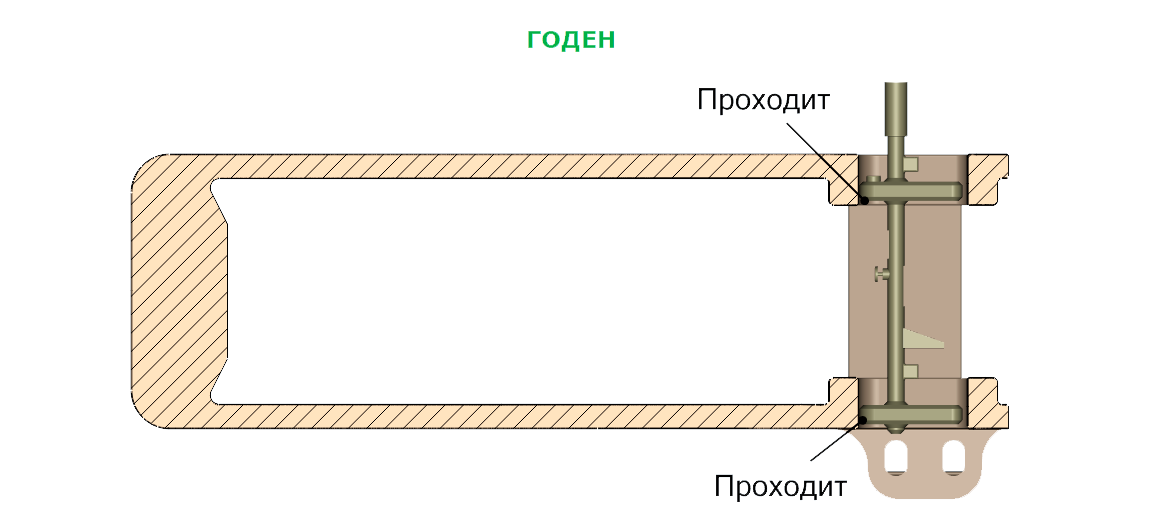
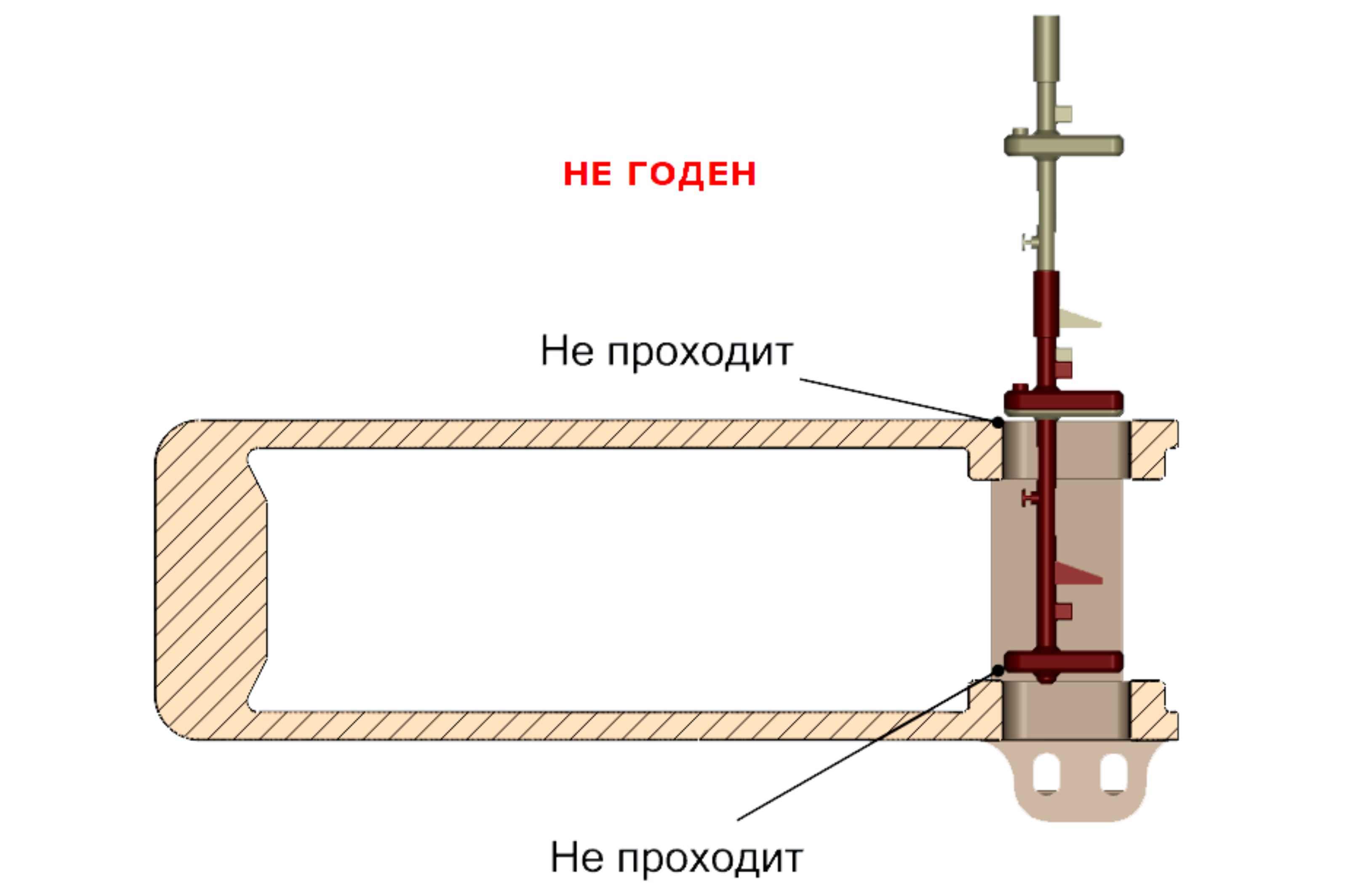
Проверка отверстий для клина в тяговом хомуте шаблоном 861р-м
Если шаблон проходит через оба отверстия (положение 3), то хомут исправен.
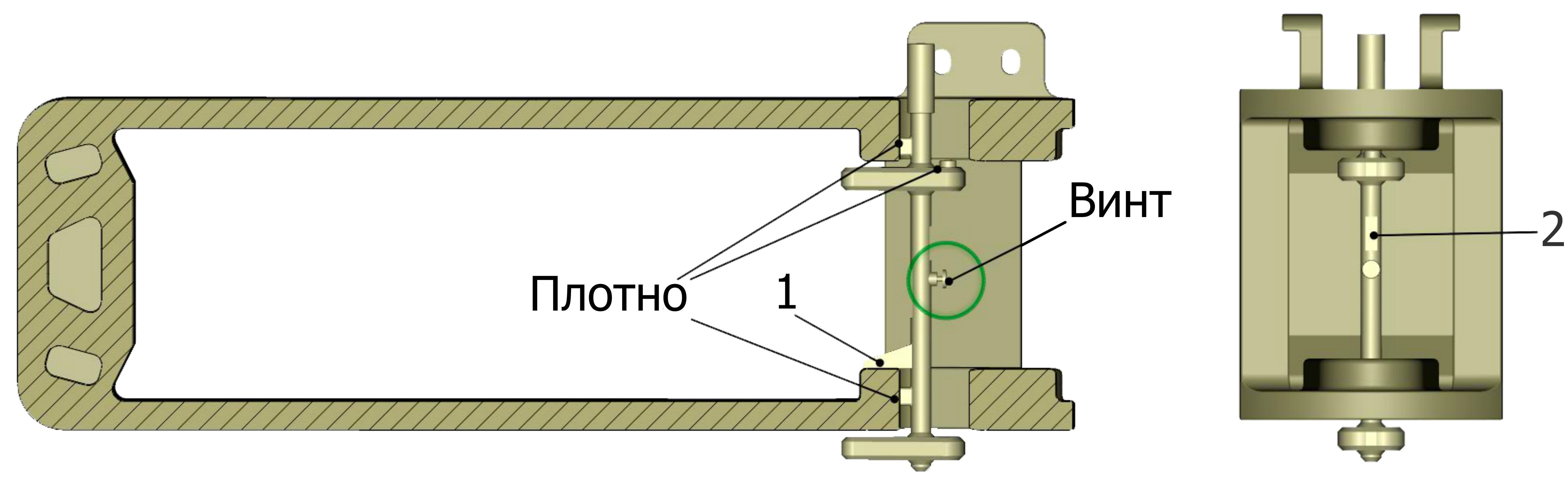
3) Длина хомута – расстояние от передних кромок отверстий для клина до опорной поверхности корпуса поглощающего аппарата, проверяют шаблоном 920р-1, который плотно прижимают к передним кромкам отверстий для клина.
Зазор a, определяемый перемещениями движка, допускается не более 3 мм при выпуске из капитального ремонта и не более 5 мм при остальных видах периодического ремонта подвижного состава. Если толщина перемычки находится в пределах 58-61 мм, но длина тягового хомута не отвечает требованиям проверки шаблоном 920р-1, то должна быть произведена наплавка поверхности в месте опоры корпуса поглощающего аппарата с последующей проверкой тем же шаблоном.
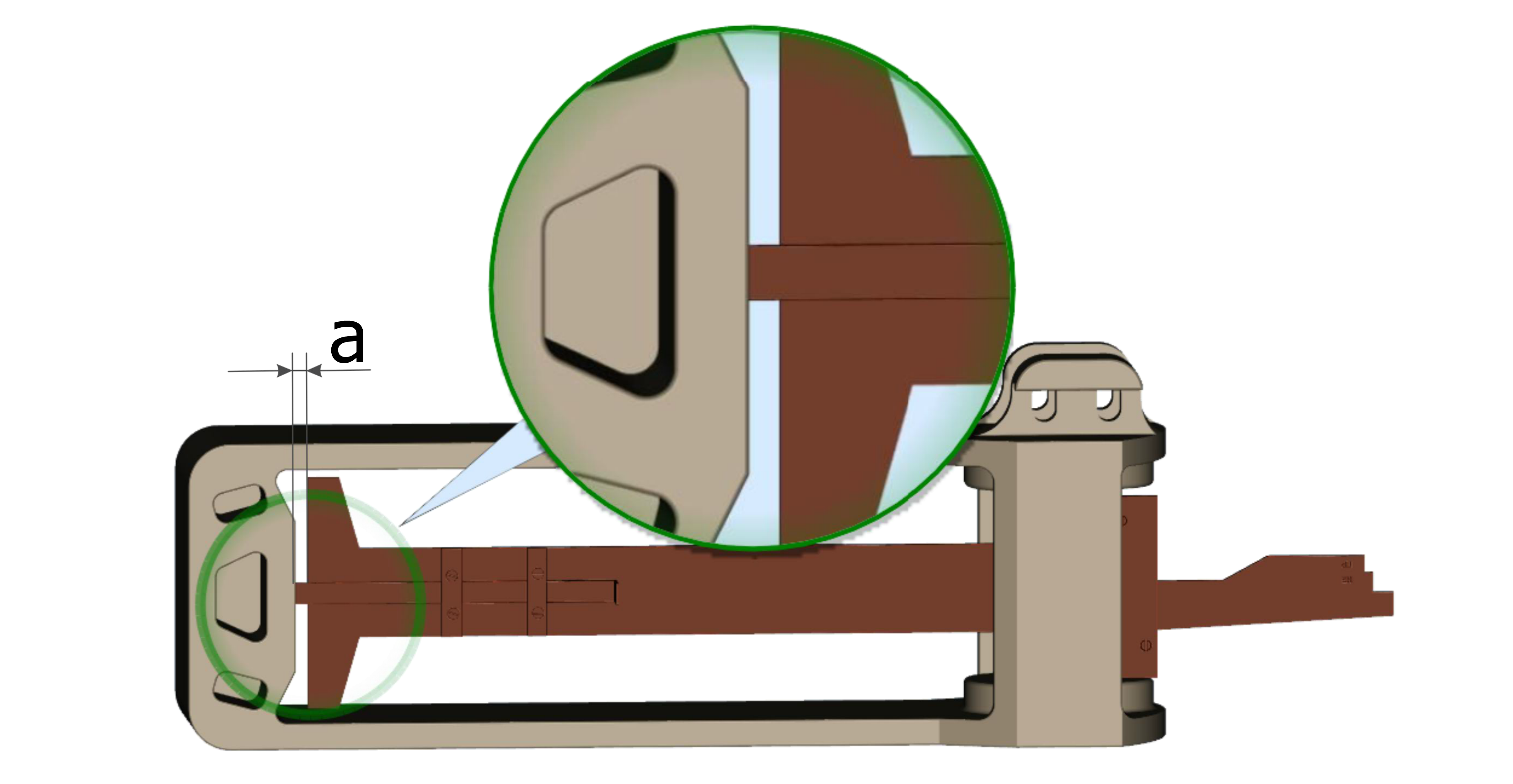
Проверка длины тягового хомута
4) Высоту потолка проема в головной части хомута проверяют шаблоном 920р-1, который перемещают, плотно прижав к тяговой полосе. Проходной вырез полосы этого шаблона должен проходить мимо проверяемого места, а непроходной не должен.
Если это условие не выполняется, то изношенные места необходимо наплавить с последующей обработкой.
Проверка высоты потолка проема в головной части тягового хомута шаблоном 920р-1
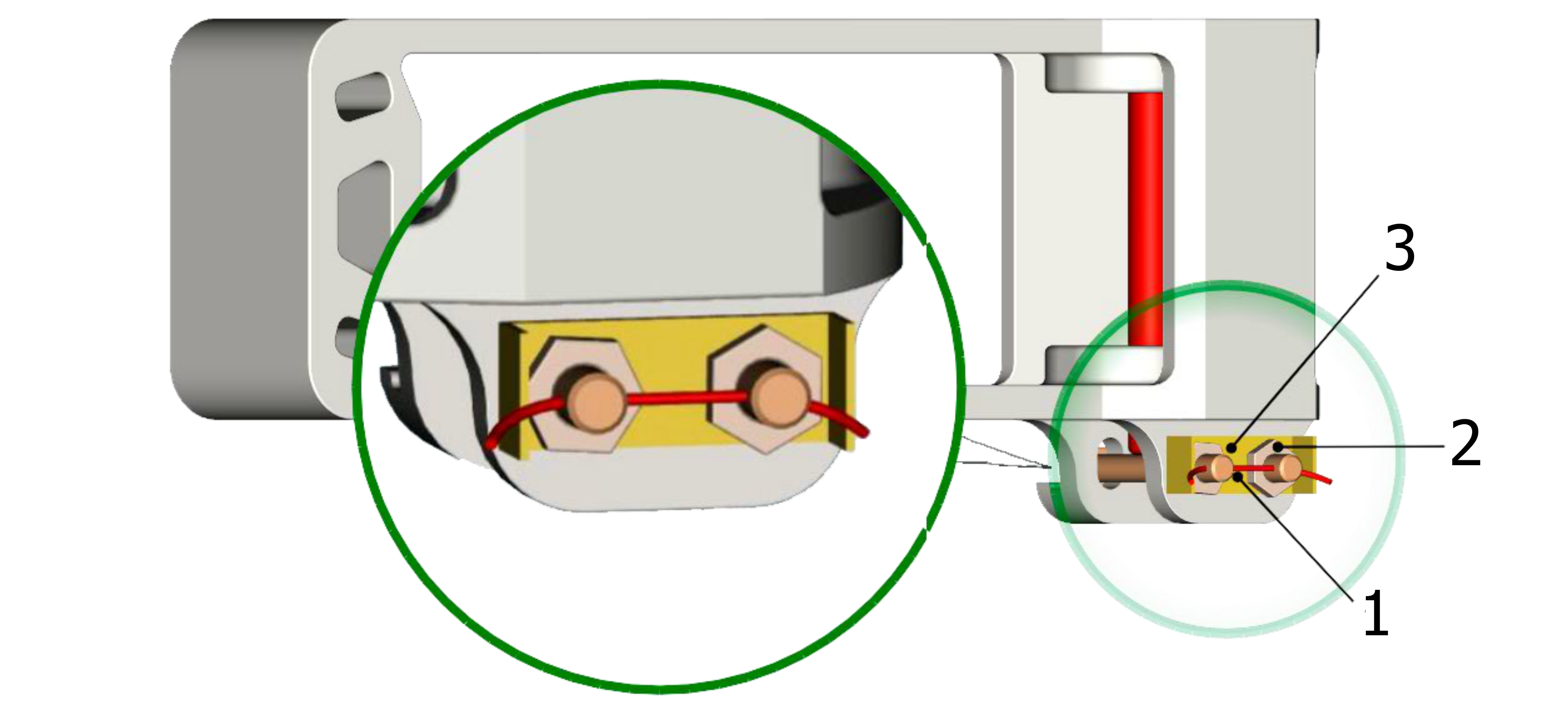
5) Для проверки высоты проема после ремонта в головной части хомута шаблон 861р-м вставляют в отверстия для клина в хомуте и фиксируют в трех точках: опорными выступами – на стенках отверстий для клина, а опорной планкой – на нижней поверхности проема. Затем подвижную часть шаблона подводят до соприкосновения контролирующей опоры 1 с потолком проема и закрепляют винтом.
Высота проема тягового хомута после ремонта соответствует норме, если стрелка находится в пределах проточки 2.
Проверка высоты проема тягового хомута (после ремонта) шаблоном 861р-м
6) Тяговые хомуты отлитые до 1970 года ремонту не подлежат и изымаются из эксплуатации.
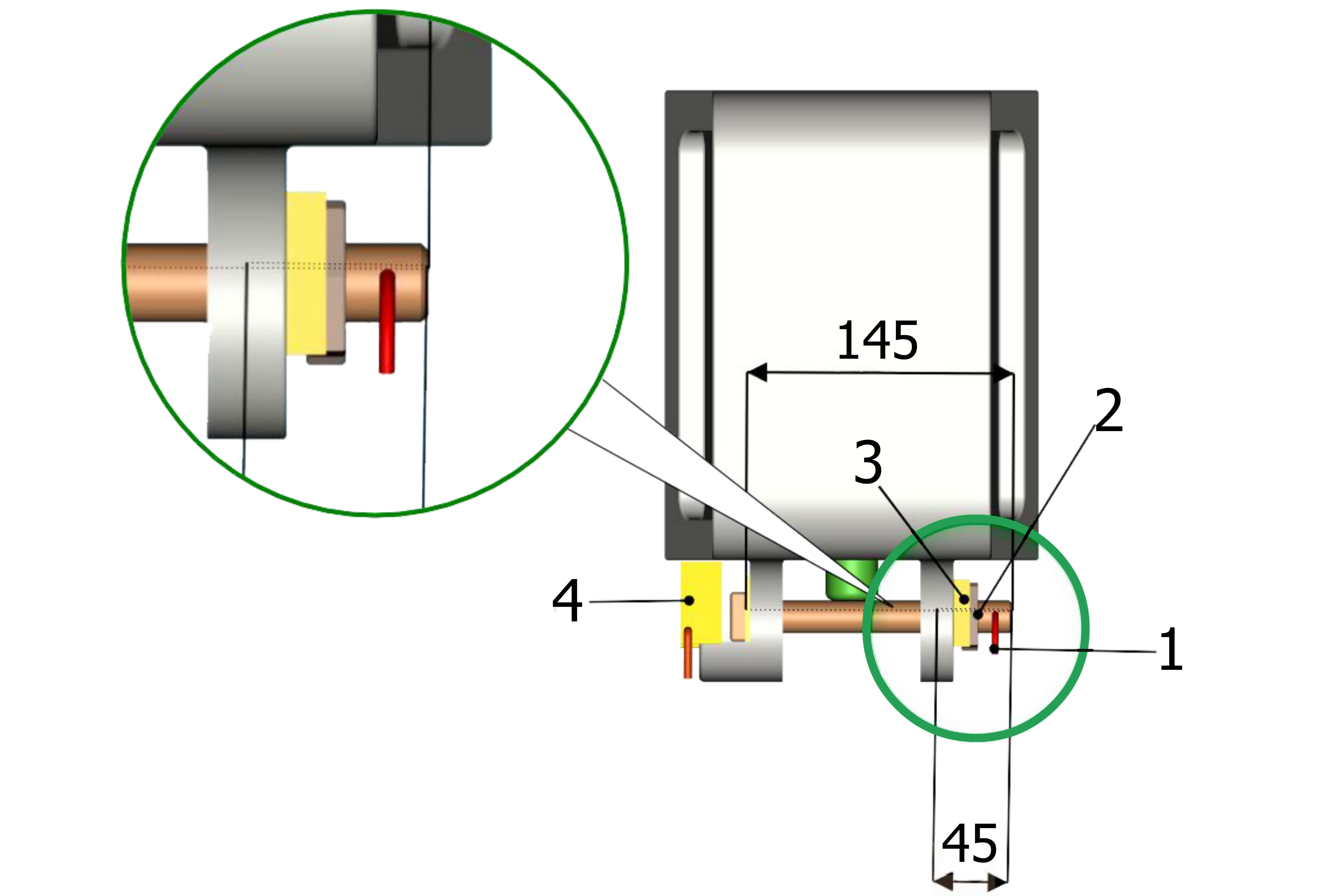
7) Болт с квадратной головкой, поддерживающий клин тягового хомута, заменяют новым при износе по диаметру более 1 мм при капитальном ремонте и более 2 мм при остальных видах периодического ремонта подвижного состава.
Длина болта должна быть 145±3 мм, диаметр болта – 20 мм.
7) Резьба болта не должна выходить на его часть, расположенную между ушками тягового хомута, и составляет 42+5 мм.
8) Ремонтировать болты, поддерживающие клин, не разрешается.
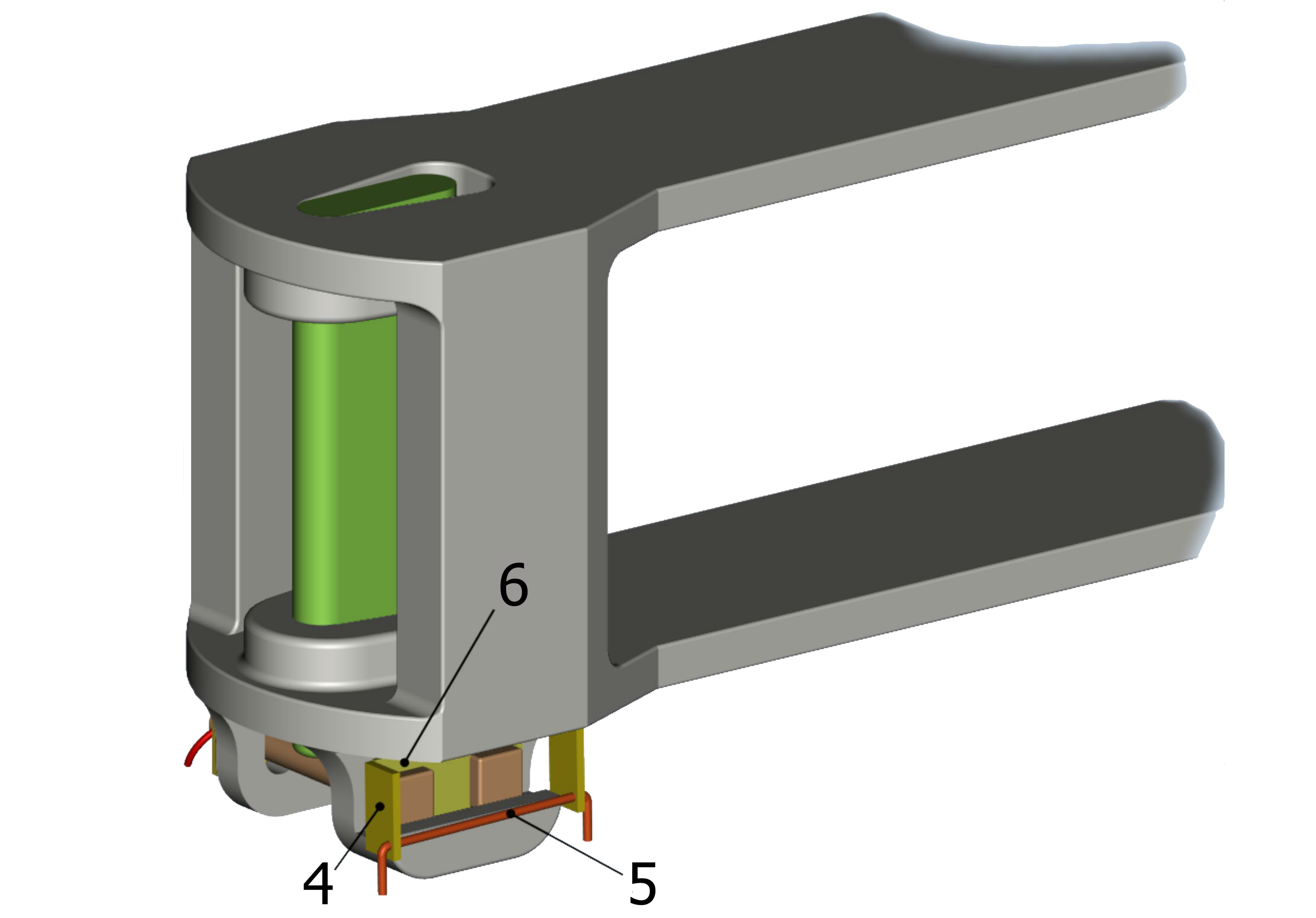
9) Для надежного запирания болтов, поддерживающих клин тягового хомута, должно быть обеспечено их типовое крепление, как на рисунке:
Типовое крепление клина тягового хомута
9.1 Чтобы поддерживающие клин болты не могли подняться выше козырька хомута, под головку болтов устанавливают запорную планку 6, которую затем разгибают до упора в нижнюю тяговую полосу хомута. Под гайки 2 болтов ставят запорную планку 3, которую после затяжки гаек и постановки проволоки 1 (диаметром 4 мм и длиной 120 мм) загибают на грани гаек.
Вместо проволоки допускается ставить стандартные шплинты диаметром 5 мм.
Типовое крепление клина тягового хомута
9.2 В целях повышения надежности крепления клина к приливу приваривают стенки 4 и через отверстия в них пропускают проволоку 5 диаметром 5 мм, концы которой загибают под углом не менее 90 град. (см. рисунок). Стенки 4 могут быть отлиты при изготовлении хомута. В этом случае вместо проволоки ставят стальную планку толщиной 1,5 мм, шириной 15 - 20 мм и длиной 230 мм, концы которой загибают вокруг стенок 4.
Клин тягового хомута поглощающего аппарата Ш-6-ТО-4У-120, не имеющий ограничительных буртиков, и клин поглощающего аппарата Р-5П устанавливают на специальную планку, через отверстия в которой пропускают поддерживающие болты, закрепляя их от выпадения, как указано выше. Головки и торцы болтов окрашивают белой краской.
Типовое крепление клина тягового хомута
Тяговый хомут автосцепки СА-3М
10) Высота а проема в головной части хомута допускается не более 191 мм. Изношенные поверхности наплавляют и затем обрабатывают с доведением высоты проема до 185-186 мм.
11) Длина б хомута, то есть расстояние от опорной поверхности корпуса поглощающего аппарата до передних кромок отверстий для валика, допускается не более 812 мм. После наплавки и обработки изношенных мест длина должна быть 806-809 мм.
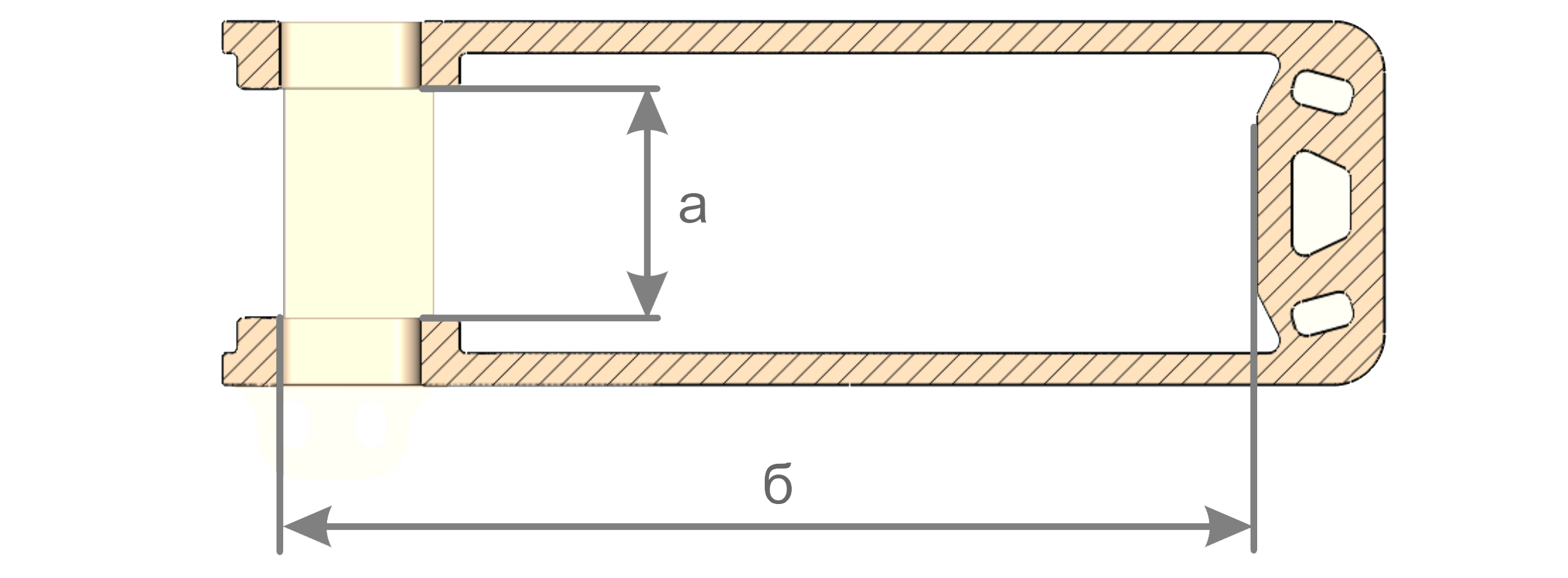
Контролируемые параметры. Тяговый хомут автосцепки СА-3М
12) Диаметр d отверстия для валика допускается не более 97 мм.
Изношенные стенки отверстий наплавляют с последующей обработкой и доведением диаметра до 92 мм. Разрешается растачивать отверстия и запрессовывать в них втулки с наружным диаметром 102 мм.
13) В остальном тяговый хомут автосцепки СА-ЗМ должен отвечать требованиям, которые предъявляются к хомуту автосцепки СА-3.
14) Для равномерного износа тяговых полос и поверхностей проема разрешается перевертывать хомут неизношенной тяговой полосой вниз, если отверстия для валика были отремонтированы согласно п. 11, с доведением диаметра до 92 мм.
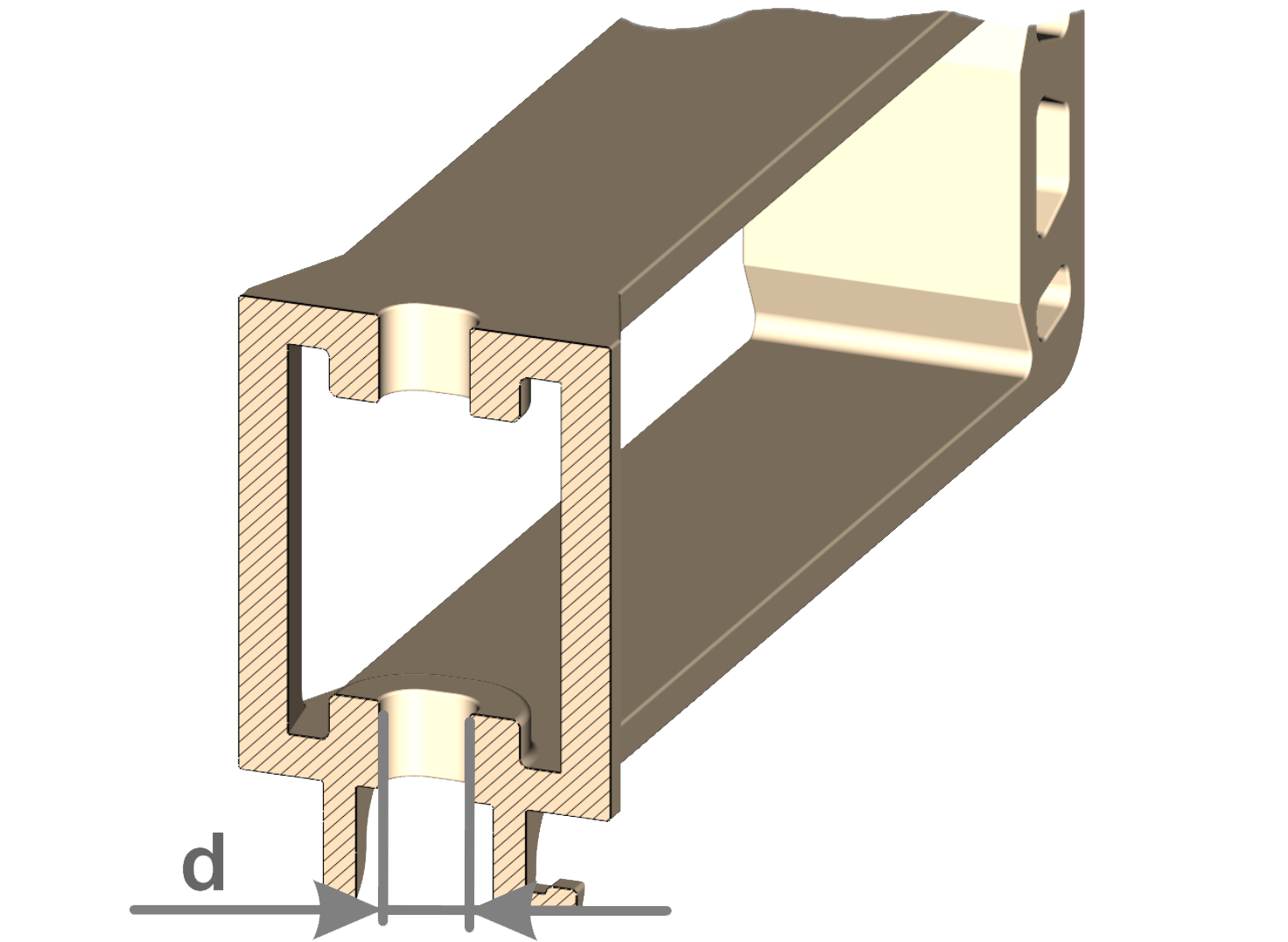
Контролируемые параметры. Тяговый хомут автосцепки СА-3М
Ремонт сваркой тягового хомута
Ремонту сваркой тягового хомута подлежат:
1 - трещины в ушках для болтов, поддерживающих клин, дефект 4;
2 - трещины в углах соединительных планок, не выходящие на тяговую полосу, дефект 3;
3 - трещины в соединительных планках, дефект 1;
4 - трещины задней опорной части хомута, дефект 2, не выходящие на тяговую полосу.
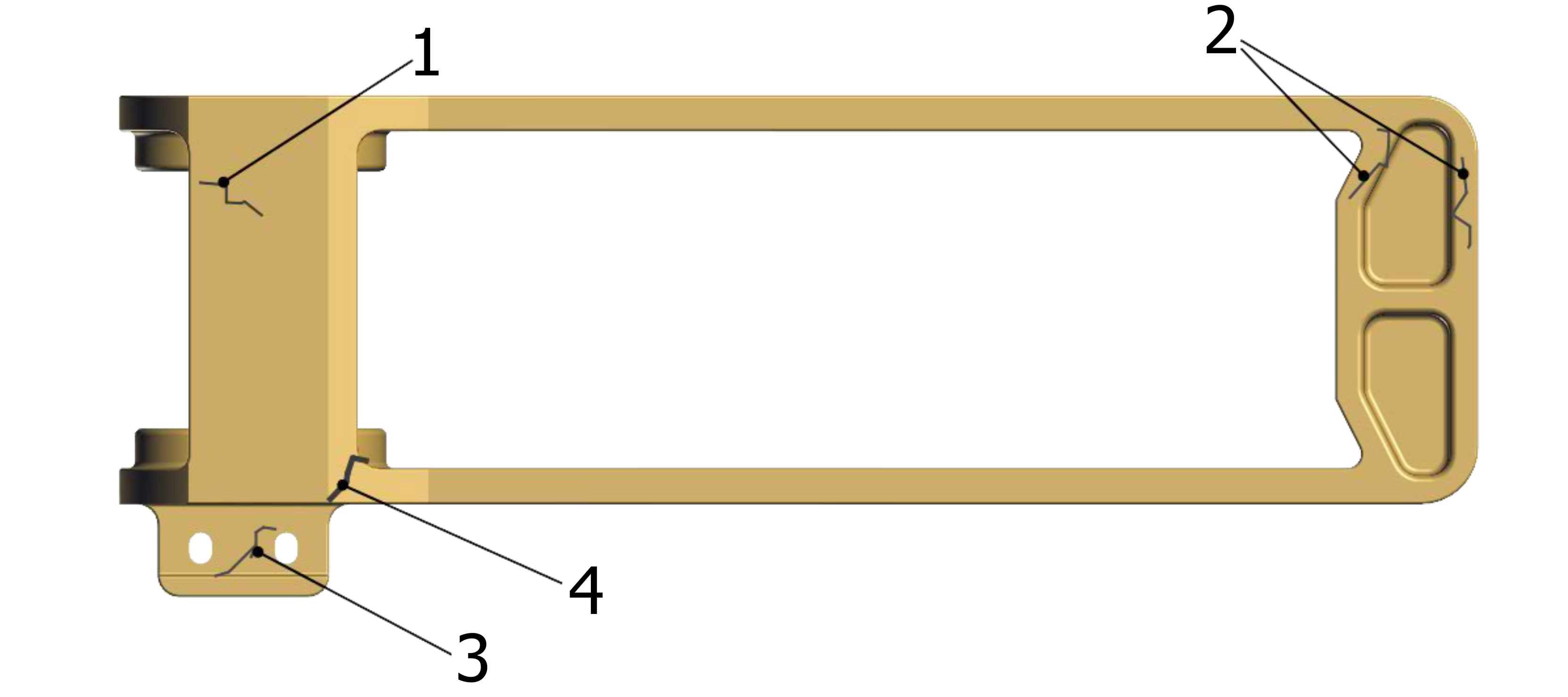
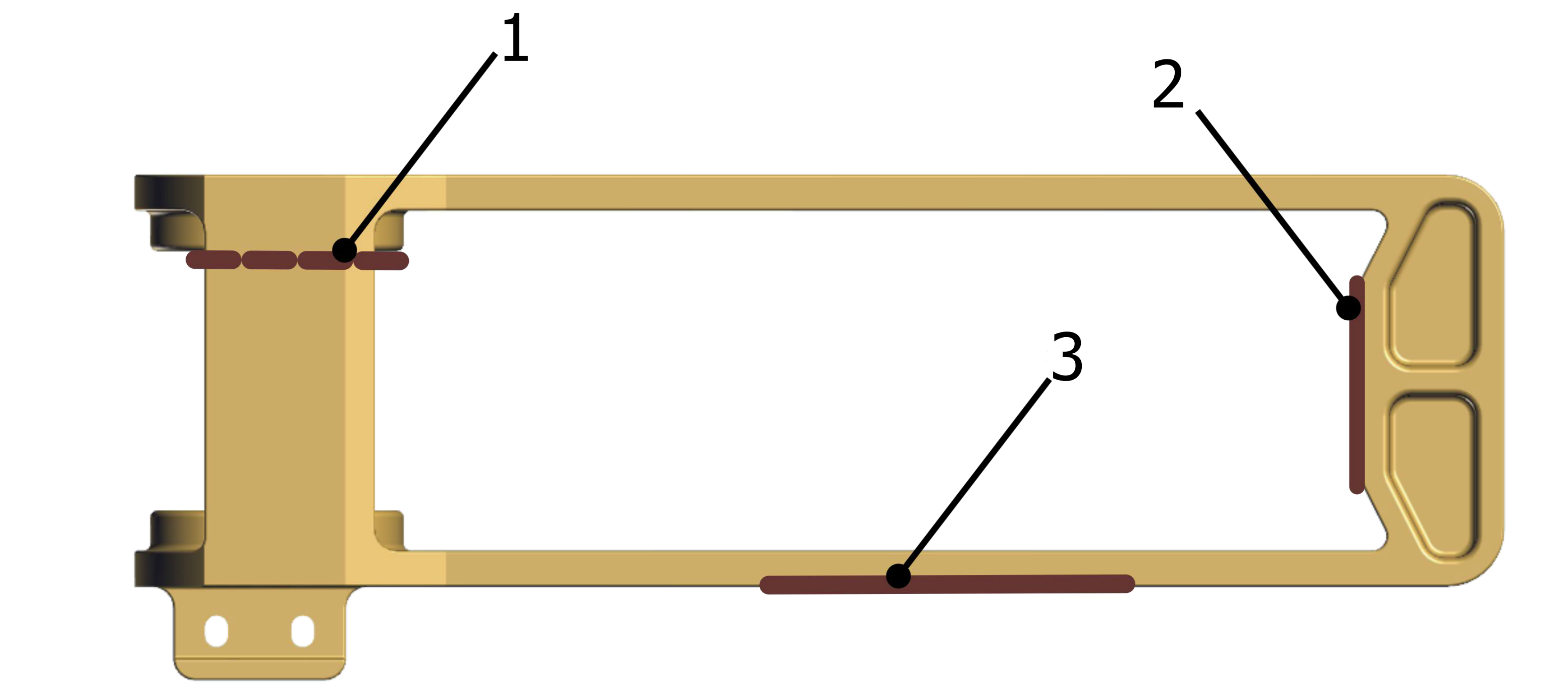
Ремонт сваркой тягового хомута
При ремонте тяговых хомутов подлежат наплавке:
1 - изношенная поверхность потолка проема головной части хомута, дефект 1;
2 - изношенные места на задней опорной поверхности хомута, дефект 2;
3 - выработанные места на тяговых полосах, дефект 3, при условии, что толщина тяговой полосы в месте износа не менее 20 мм, а ширина не менее 95 мм для тяговых хомутов автосцепки СА-3 с шириной полосы 120 мм и не менее 130 мм для хомутов с шириной полосы 160 мм. Для автосцепки СА-3М толщина тяговой полосы в месте износа должна быть не менее 22 мм, а ширина — не менее 115 мм;
4 - изношенная поверхность перемычки отверстия для клина, дефект 4 при условии, что толщина изношенной перемычки не менее 45 мм;
5 - изношенные боковые поверхности, дефект 5, при их износе не более 8 мм.

Зоны наплавки тягового хомута