Тема 87
Вихретоковый контроль тормозной тяги дефектоскопом ВД-12НФ
Общие сведения
1) Технологическая карта распространяется на вихретоковый контроль тормозных тяг тормозной рычажной передачи по ПР НК В.4 при проведении ремонта вагонов.
2) Контроль проводится после очистки тормозных тяг. ВТК зон обязательного НК применяется ко всем деталям, не подвергнутых магнитопорошковому контролю по ТИ НК В.41-1.
3) В зонах проведения НК не должно быть загрязнений и неровностей, вызывающих ложные срабатывания и/или препятствующих проведению контроля. Шероховатость поверхности деталей должна быть не более Rz 320.
4) Технологическая карта разработана в соответствии с требованиями:
– ПР НК В.1;
– ПР НК В.2;
– ТИ НК В.41-2;
– 732-ЦВ-ЦЛ «Общего руководства по ремонту тормозного оборудования вагонов».
5) Зоны обязательного неразрушающего контроля тормозных тяг:
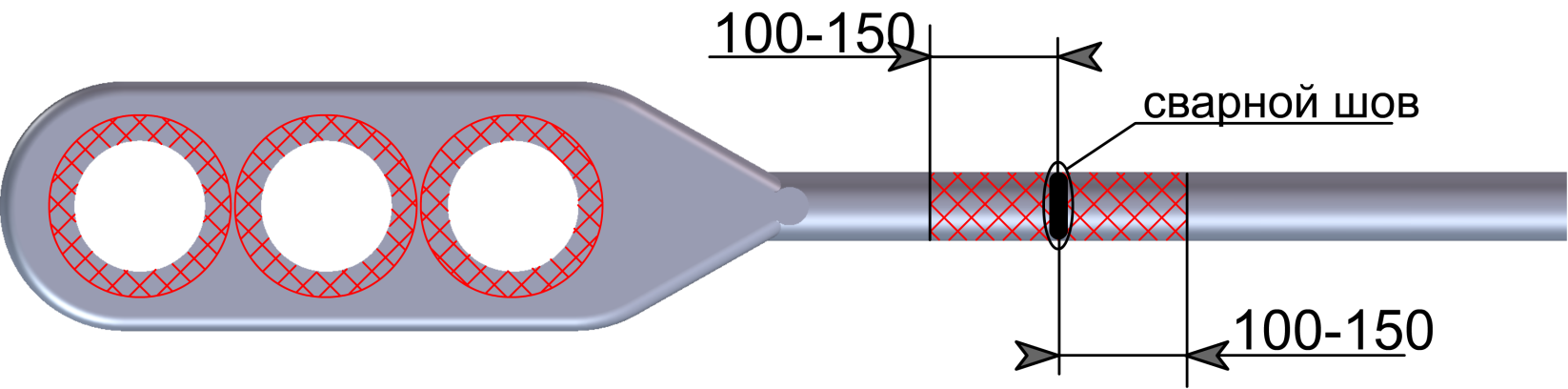
Рисунок 1 – Зоны обязательного контроля тормозной тяги
1 – сварной шов и околошовные зоны длиной от 100 мм до 150 мм;
2 – зоны вокруг отверстий.
6) Типы дефектов определяются по 732-ЦВ-ЦЛ Общему руководству по ремонту тормозного оборудования вагонов:
трещина независимо от ее длины и места расположения
7) Средства контроля:
– вихретоковый дефектоскоп ВД-12НФ (далее – дефектоскоп) в комплекте с вихретоковым преобразователем (ВТП) типа ИРСЮ434724.001, ИРСЮ434724.00-01 и соединительными кабелями, люксметр;
– НО I и НО II из комплекта НО НК В.41-2 или НО (меры) в виде металлической пластины, например, ИА.8.896.034, ИРСЮ.741421.001, COП7.001.70 или аналогичные с ИД глубиной 3 мм;
– другие необходимые материалы и вспомогательные инструменты (фиксирующие насадки, мел или маркер, металлическая линейка или рулетка, металлическая щетка, волосяная щетка, скребок, ветошь для очистки поверхности контролируемого объекта);
– программные средства и принадлежности для передачи электронных протоколов ВТК в базы данных, в случае, если они предусмотрены ЭД дефектоскопа.
8) К проведению ВТК деталей автосцепного устройства и тормозной рычажной передачи допускается персонал, соответствующий требованиям ГОСТ 34513 и ПР НК В.1.
9) Общая освещенность рабочего места должна составлять не менее 200 лк, комбинированная – не менее 500 лк.
10) Параметры контроля должны быть следующими:
температура окружающего воздуха составлять от плюс 5 до плюс 40 ºС; относительная влажность воздуха при температуре плюс 30 ºС – до 95%; атмосферное давление должно составлять от 84 до 106,7 кПа; рабочая частота f дефектоскопа должна составлять от ±70 кГц; скорость сканирования V при контроле должна быть от 20 до 100 мм/с; шаг сканирования должен составлять не более диаметра ВТП.
11) Отклонение ВТП от вертикального положения относительно поверхности контроля на угол не более 30°. Сканирование производится контактное, ручное.
Методы контроля
1) ВТК тормозной тяги проводят контактным, ручным сканированием с помощью дефектоскопа, реализующего вихретоковый метод неразрушающего контроля.
2) Рабочую настройку каждый раз требуется проводить вновь. Документирование результатов ВТК производится вручную. При использовании НО в виде металлической пластины используется ИД глубиной 3000±100 мкм. При использовании настроечных образцов НО из комплекта НО НК В.41-2 используются ИД1 и ИД2.
3) Режимом отстройки от помех может быть автоматический или ручной. Режим работы вихретокового канала – динамический.
4) Индикаторами дефекта в режиме ВТК служат срабатывание индикации на экране дефектоскопа, и звуковая, световая сигнализация.
5) Характеристики вариантов метода ВТК деталей автосцепного устройства и тормозной рычажной передачи (основные параметры, зоны контроля) приведены в таблице 1.
Таблица 1 – Характеристики варианта метода ВТК деталей автосцепного устройства и тормозной рычажной передачи по ПР НК В.4 при проведении ремонта вагонов
Зоны контроля деталей автосцепного |
Шаг |
Размеры подлежащих выявлению |
||
Глубина, |
Ширина, мкм, |
Длина, |
||
Зона поверхности вокруг отверстий тормозной тяги. |
Не более |
3000±100 |
500 |
30±3 |
Сварной шов и околошовная зона |
Не более |
3000±100 |
450±50 |
16±2 |
1 Подготовка к контролю
1.1 ВТК тормозной тяги должен проводиться на рабочем месте (посту) НК, соответствующем требованиям ПР НК В.1, ПР НК В.4 и оборудованном необходимыми средствами ВТК.
1.2 При выполнении ВТК не допускается проведение каких-либо иных работ на контролируемом объекте.
1.3 Ответственность за предварительную или первичную настройку программируемых микропроцессорных дефектоскопов (создание и корректировку настроек) возлагается на руководителя ЛНК. Ответственность за ежесменную проверку основных параметров, проведение ВТК и оформление результатов ВТК возлагается на дефектоскописта.
1.4 Подготовка к ВТК деталей автосцепного устройства и тормозной рычажной передачи включает:
1.4.1 подготовку дефектоскопа и проверку основных параметров ВТК;
1.4.2 подготовку тормозной тяги к контролю.
1.5 Подготовка дефектоскопа включает в себя внешний осмотр, проверку исправности и настройку (установку порога чувствительности).
1.5.1 Провести внешний осмотр и проверку исправности. Проверить целостность корпуса электронного блока, кабелей, защитного колпачка ВТП и других составных частей дефектоскопа, срабатывание индикации, фиксации тумблеров, чувствительность нажатия клавиш.
1.5.2 Проверку исправности дефектоскопов выполняют в соответствии с ЭД дефектоскопа в начале каждой рабочей смены, при замене ВТП или кабелей, а также по решению дефектоскописта.
1.5.3 Настройку дефектоскопов (установку порога чувствительности) проводят с помощью НО из комплекта НО НК В.41-2 с ИД в начале каждой рабочей смены, при замене ВТП или кабелей, а также по решению дефектоскописта.
Допускается настройку чувствительности ВТК деталей автосцепного устройства и тормозной рычажной передачи дефектоскопами ВД-100, ВД-113, ВД-113.5, ВД-213.1, ВД3-71, УД2-102ВД выполнять по мере или НО в виде металлической пластины с ИД, глубина и ширина которых соответствует таблице 1 (например, ИА.8.896.034, ИРСЮ.741421.001, COП-7.001.70). Тип НО (меры) указывается в ТК.
1.5.4 Меры (НО) не должны подвергаться воздействию магнитных полей намагничивающих устройств, используемых при магнитном контроле.
1.6 Подготовить дефектоскоп к контролю для чего проверить его работоспособность:
1.6.1 Присоединить ВТП к электронному блоку, включить дефектоскоп нажатием кнопки ВКЛ, время установления рабочего режима составляет не боле 1 мин.;
1.6.2 На преобразователь не допускается воздействие электромагнитных полей;
1.6.3 Контролируемое изделие не должно быть намагничено;
1.6.4 Величина шероховатости поверхности контролируемых изделий должна быть не хуже: Rz320 мкм при пороге чувствительности «3», Ra1,25 мкм при пороге чувствительности «0,5».
1.6.5 Не допускается работа преобразователя со снятым защитным колпачком;
1.6.6 Установить тумблер РУЧН/АВТ в положение РУЧН;
1.6.7 Установить чувствительность тумблером 3 (или 0,5);
1.6.8 установить ВТП на поверхность НО или меры вблизи ИД таким образом, чтобы наконечник преобразователя располагался перпендикулярно к бездефектному участку поверхности образца.
1.6.9 Ручками «Грубо» и «Точно» установить положение стрелки индикатора в зоне «0».
1.6.10 Ручкой «Порог» установить минимальную чувствительность дефектоскопа. Постепенно увеличивая чувствительность, добиться устойчивого срабатывания световой и звуковой сигнализации при пересечении преобразователем искусственного дефекта на мере (НО). Скорость ручного сканирования индивидуально подбирается оператором в пределах от 20 до 100 мм/с, и сохраняется в процессе контроля изделий.
1.6.11 При медленном пересечении будет наблюдаться отклонение стрелки индикатора влево от ее начального положения, при установке преобразователей над дефектом отклонения стрелки будут максимальными. При нарушении технологии и пересечении дефекта со скоростью, меньшей 20 мм/с, световой и звуковой индикации может не быть. При установке и отрыве преобразователя возможно включение световой и звуковой индикации;
1.6.12 При изменении рабочего зазора в допустимом интервале будет наблюдаться изменение положения стрелки, возврат которой в зону «0» можно достигнуть ручками «Грубо» и «Точно», или переключить прибор тумблером на режим работы «АВТ».
1.6.13 Правильное функционирование выходных элементов по п.1.6.10 (световая и звуковая сигнализация, стрелочная индикация), средство считать работоспособным, результаты проверки записать в журнал проверки работоспособности (Форма 1).
1.6.14 При отрицательных результатах по п.п.1.6.10 средство считать неработоспособным. Результаты проверки внести в журнал установленной формы (Табл. 1.1). Работы по ВТК данным средством прекратить до устранения неисправности.
Таблица 1.1. Форма журнала проверки работоспособности.
Дата |
Тип и заводской номер дефектоскопа |
Тип и димаметр преобразователя |
Тип НО (меры) |
Результаты визуального осмотра средств НК* |
Фактическое значение порога чувствительности дефектоскопа |
Заключение о работоспособности или неисправности средства НК |
Подспись лица, проводившего проверку работоспособности |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* При отсутствии нарушений целостности корпуса, тумблеров, соединительных кабелей и заземления указывается: инсправен. При нисправности средств НК указывается причина неисправности.
1.7 Установка порога чувствительности дефектоскопа проводится на НО из комплекта НО НК В.41-2 с ИД или мере в виде металлической пластины с ИД, глубина и ширина которых соответствует таблице 1 (из комплекта данного дефектоскопа – ИРСЮ741421.001) в следующей последовательности
1.7.1 Установка порога чувствительности дефектоскопа на ИД глубиной 3000±100 мкм для контроля:
1 – сварного шва и околошовные зоны длиной от 100 мм до 150 мм;
2 – зоны вокруг отверстий.
1.7.1.1 Подключить ВТП к дефектоскопу.
1.7.1.2 Включить дефектоскоп и выполнить подготовку дефектоскопа к работе в соответствии с ЭД.
1.7.1.3 Установить на передней панели электронного блока тумблер РУЧН/АВТ в положение РУЧН;
1.7.1.4 установить тумблер 3/0,5 в положение «3».
1.7.1.5 Установить ВТП на бездефектный участок меры вблизи ИД, перпендикулярно его рабочей поверхности, убедиться в отсутствии срабатывания АСД. В противном случае, уменьшить чувствительность дефектоскопа до уровня, при котором отсутствует срабатывание АСД на бездефектном участке поверхности меры (НО) вблизи ИД.
1.7.1.6 Ручками «Грубо» и «Точно» установить положение стрелки индикатора в зоне «0».
1.7.1.7 установить ручку ПОРОГ в положение, соответствующее минимальной чувствительности дефектоскопа (повернуть против часовой стрелки до упора);
1.7.1.8 вращением ручки ПОРОГ увеличивать чувствительность и добиться устойчивого срабатывания светового и звукового индикаторов при пересечении преобразователем искусственного дефекта на мере (НО); центр ВТП должен пересекать центр ИД, скорость ручного сканирования индивидуально подбирается оператором в пределах от 20 до 100 мм/с, и сохраняется в процессе контроля изделий. Для дефектоскопов типа ВД-12НФ, при изменении направления сканирования необходимо задерживать ВТП на 3 – 5 с.
1.8 Подготовка деталей автосцепного устройства и тормозной рычажной передачи к проведению ВТК включает проверку контролепригодности:
1.8.1 Перед проведением ВТК поверхности контролируемых зон должны быть очищены от загрязнений.
1.8.2 Перед проведением ВТК проводят осмотр деталей с целью выявления неконструктивных несплошностей, загрязнений, неровностей, вызывающих ложные срабатывания и/или препятствующих проведению контроля. При необходимости применяют лупу.
1.8.3 Детали с обнаруженными при осмотре недопустимыми дефектами в зонах контроля не подлежат ВТК.
1.8.4 Детали, подлежащие ВТК, помещают на позицию НК и, при необходимости, закрепляют.
1.8.5 Установка на стенд НК и снятие со стенда НК крупногабаритных деталей, обеспечение контролепригодности деталей, а так же устранение дефектов не входит в обязанности сотрудников ЛНК.
1.8.6 При необходимости провести разметку зон контроля мелом.
2 Проведение контроля
2.1 Убедиться, что поверхности контролируемых зон очищены от загрязнений до металла, деталь закреплена, а также проведена разметка зон контроля.
2.2 Выполнить ВТК тормозной тяги. ВТК тормозной тяги выполнять комплектом средств, удовлетворяющих требованиям п. 4.7. ТИ НК В.41-2. Сканирование выполнять плавно, без рывков, без отрыва ВТП от поверхности, следя за тем, чтобы положение ВТП относительно контролируемой поверхности было перпендикулярным. Допускается отклонение ВТП от вертикального положения относительно поверхности контроля на угол не более 30°. Соблюдать скорость сканирования, указанную в ЭД применяемого дефектоскопа.
2.2.1 Установить порог чувствительности дефектоскопа для контроля тормозной тяги по п.1.7.1. Установить ВТП на цилиндрическую поверхность. Установить на передней панели электронного блока тумблер РУЧН/АВТ в положение АВТ; при сканировании поверхности детали уровень сигнала ВТП регулируется автоматически, при этом стрелка индикатора должна слегка колебаться около отметки «0». При пересечении трещины должны сработать световой и звуковой индикаторы.
2.2.2.1 Выполнить продольное сканирование зоны сварного шва и околошовных зон 100 – 150 мм в обе стороны от сварного шва) с шагом не более диаметра ВТП (рисунок 1), плавно перемещая ВТП так, чтобы его ось была перпендикулярна контролируемой поверхности, а скорость сканирования не превышала допустимое значение для применяемого дефектоскопа от 20 до 100 мм/с, и, при технической возможности, соответствовала скорости, используемой при настройке прибора, следя за световой и звуковой индикацией.
2.2.2.2 Провести круговое сканирование в зоне сварного шва и по 5 мм в обе стороны), плавно перемещая ВТП так, чтобы его ось была перпендикулярна контролируемой поверхности, а скорость сканирования не превышала допустимое значение для применяемого дефектоскопа от 20 до 100 мм/с
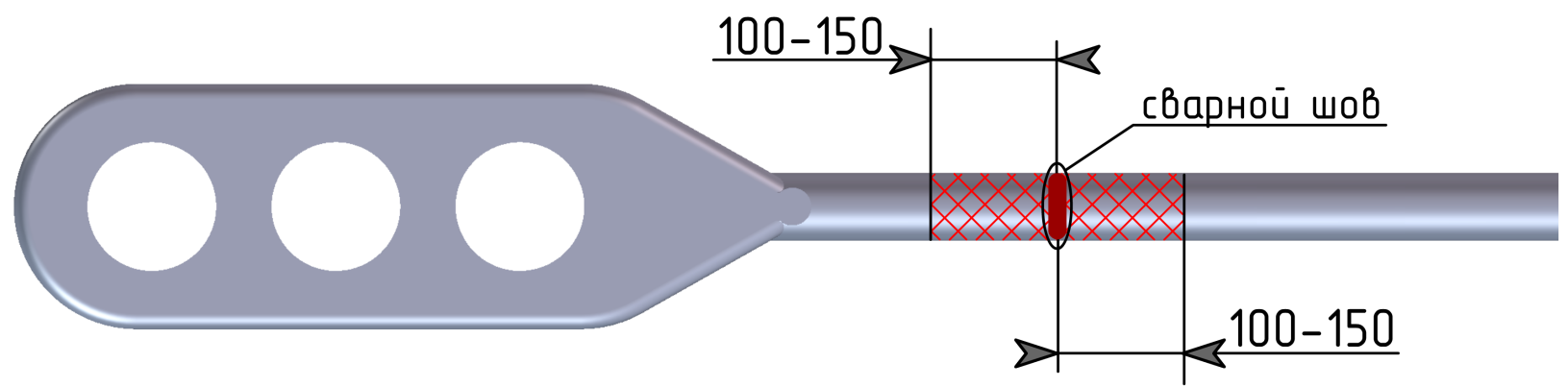
Рисунок 1 – Контроль зоны сварного шва и околошовной зоны приварки новых частей
2.2.3 Если при сканировании детали сработали индикаторы сигнализации дефекта (АСД), необходимо выполнить повторное сканирование этого участка.
ПРИМЕЧАНИЕ.
1. Здесь и далее зоны контроля (сканирования) и траектория сканирования (схематично) показаны пунктирной красной линией.
2. Сигналы в зоне сканирования могут являться следствием перекоса или отрыва ВТП, шероховатостей и неровностей поверхности. В случае наличия допустимых поверхностных повреждений или загрязнений необходимо провести обработку или очистку поверхности. Если при повторном сканировании срабатывание индикаторов не повторяется – срабатывание следует считать случайным (ложным) и при оценке качества не учитывать
2.2.4 В случае повторного срабатывания АСД выполнить следующие операции:
2.2.4.1 установить ВТП в положение, при котором значение сигнала имеет максимальное значение; нанести мелом (маркером) на поверхность детали метку; для этого для дефектоскопа ВД 12НФ при срабатывании световой и звуковой индикации необходимо получить дополнительную информацию от стрелочного индикатора. Для этого необходимо перевести режим работы РУЧН/АВТ в положение РУЧН; используя ручки «Грубо» и «Точно» установить стрелку индикатора в правую половину шкалы. Если имеется трещина, то, при медленном ее пересечении преобразователем должно наблюдаться характерное отклонение стрелки индикатора влево. При нахождении наконечника преобразователя точно над трещиной, отклонение стрелки индикатора влево будет максимальным. Начало и конец трещины фиксируются по положению преобразователя, когда последний раз при параллельном проходе имеет место характерное отклонение стрелки влево.
2.2.4.2 Сместить ВТП на 2-3 мм влево-вправо и вверх-вниз от метки (в зависимости от предполагаемого направления дефекта), выполнить несколько параллельных проходов, фиксируя новыми метками положения ВТП, соответствующие максимуму сигнала. Параллельные проходы необходимо выполнять до завершения срабатывания индикаторов.
2.2.4.3 При наличии индикаторного следа выполнить зачистку зоны предполагаемого дефекта и повторить ВТК по 2.2.4.1 – 2.2.4.2.
2.2.4.4 Если при повторном ВТК после зачистки зоны предполагаемого дефекта срабатывание АСД отсутствует, то такой индикаторный след следует считать случайным (ложным) и при оценке качества не учитывать.
2.2.4.5 Если при повторном ВТК после зачистки зоны предполагаемого дефекта происходит срабатывание АСД, принимается решение об обнаружении дефекта.
2.2.5 Результаты контроля внести в журнал установленной формы (п.4.2).
2.2.6 Выполнить ВТК зон вокруг отверстий тормозной тяги. Установить ВТП на расстоянии 5 мм от края отверстия. Установить на передней панели электронного блока тумблер РУЧН/АВТ в положение АВТ.
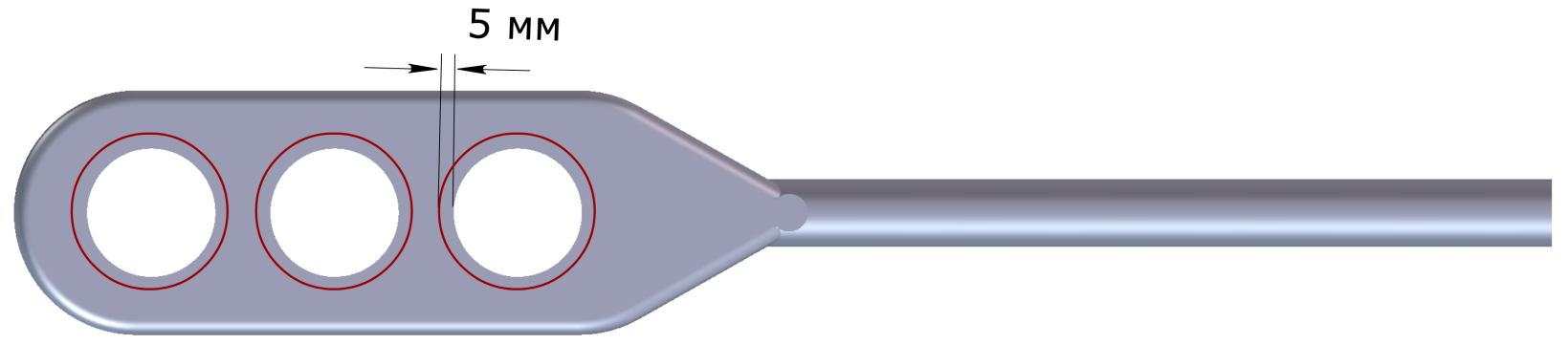
Рисунок 2 – Контроль зон вокруг отверстий
2.2.6.1 Провести круговое сканирование с обеих сторон каждого отверстия (рисунок 2). с шагом не более диаметра ВТП, плавно перемещая ВТП так, чтобы его ось была перпендикулярна контролируемой поверхности, а скорость сканирования не превышала допустимое значение для применяемого дефектоскопа – от 20 до 100 мм/с.
2.2.7 Выполнить операции по п. 2.2.3 – 2.2.5 (при срабатывании АСД проводится повторное сканирование, оценка ложности сигнала, зачистка зоны, при повторном срабатывании – браковка детали).
3 Оценка качества
3.1 Оценку качества деталей и оформление результатов контроля тягового хомута выполняет дефектоскопист, сертифицированный на уровень квалификации не ниже второго по вихретоковому виду НК.
3.2 Результаты ВТК оценивать по наличию на контролируемой поверхности индикаторного следа.
3.3 Признаком обнаружения дефекта деталей автосцепного устройства и тормозной рычажной передачи при выполнении ВТК является наличие хотя бы одного индикаторного следа в зоне контроля при настроенном пороге чувствительности.
4 Оформление результатов контроля
4.1 Результаты ВТК тормозной тяги тормозной рычажной передачи зарегистрировать в рабочем журнале до конца смены.
Рекомендуемая форма журнала регистрации результатов ВТК деталей приведена в таблице 1.2.
4.2 Журнал регистрации результатов ВТК деталей автосцепного устройства и тормозной рычажной передачи хранить не менее 5 лет.
Таблица 1.2. Рекомендуемая форма журнала регистрации результатов ВТК неномерных деталей
| Дата | Тип и заводской номер средств ВТК |
Наименование |
Результаты ВТК в соответствии с ТИ НК В.41-2 |
|||
Количество |
Количество |
Количество |
Подпись |
|||
| 1 | 2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
||
|
|
|
|
|
||
Приложение А (Обязательное)
Комплект настроечных образцов НО НК В.41-2
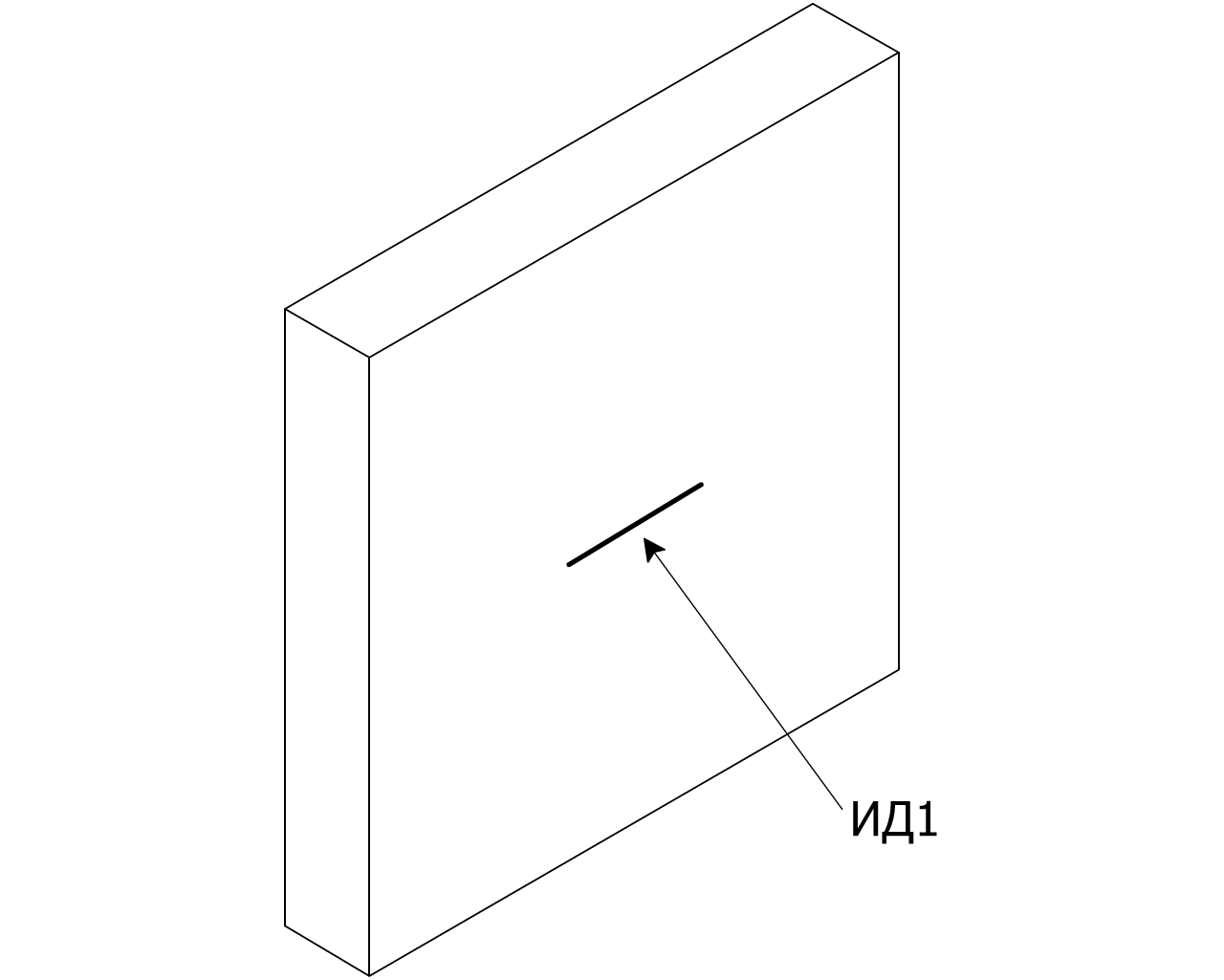
Рисунок А.1 – НО I из комплекта НО НК В.41-2
Рисунок А.2 – НО II из комплекта НО НК В.41-2
Таблица А.1 – Характеристики искусственных дефектов в НО из комплекта НО НК В.41-2
Наименование, |
Глубина |
Ширина |
Протяженность ИД, мм |
Зоны контроля, для которых |
ИД1, |
3000±100 |
450±50 |
30±3 |
Зона |
ИД2, |
3000±100 |
450±50 |
16±2 |
Сварной |