Тема 41
Вихретоковый контроль роликов
Общие сведения
1) Технологическая карта распространяется на вихретоковый контроль роликов цилиндрического подшипника при среднем ремонте и капитальном ремонте колесной пары.
2) Контроль проводится после очистки роликов. В зонах проведения НК шероховатость поверхности должна соответствовать требованиям РД ВНИИЖТ 27.05.01 и иметь следующие значения:
– все поверхности наружных, внутренних и упорных колец должны соответствовать параметрам зачистки шлифовальной бумагой с зернистостью № 6.
3) Технологическая карта разработана в соответствии с требованиями:
– ПР НК В.1;
– ПР НК В.2;
– ТИ НК В.21-3.2019;
– РД ВНИИЖТ 27.05.01-2017 Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм.
4) Зоны контроля и траектории сканирования:
– цилиндрическая поверхность (вся поверхность) роликов из состава подшипников качения № 2726 и № 2532, используемых в буксовых узлах грузовых и пассажирских вагонов и тепловозов.
1 – цилиндрическая поверхность (вся поверхность)
5) Типы выявляемых дефектов: трещина, волосовина в роликах цилиндрического подшипника (дефекты кодов трещина (1.4.03), волосовина (1.4.04) по РД ВНИИЖТ 27.05.01-2017.
6) Средства контроля:
– дефектоскоп автоматизированный вихретоковый дефектоскоп ВД-211.5 (далее – установка) в комплекте с вихретоковыми преобразователями (ВП) и соединительными кабелями, люксметр;
– настроечный образец СОП-НО-903;
– вспомогательные средства мел или маркер, металлическая линейка длиной не менее 300 мм с ценой деления 1 мм или рулетка, лупа с кратностью увеличения не менее четырех, металлическая щетка, волосяная щетка, скребок, ветошь; программные средства и принадлежности для передачи электронных протоколов ВТК в базы данных, предусмотренные ЭД дефектоскопа.
7) К проведению ВТК роликов допускается персонал, соответствующий требованиям ГОСТ 34513 и ПР НК В.1.
8) Общая освещенность рабочего места должна составлять не менее 200 лк, комбинированная – не менее 500 лк.
9) Параметры контроля должны быть следующими. Температура окружающего воздуха составлять от плюс 5 до плюс 40 ºС; относительная влажность воздуха при температуре плюс 30 ºС – до 95 %; атмосферное давление должно составлять от 84 до 106,7 кПа.
Методы контроля
1) ВТК роликов подшипников буксового узла проводят автоматическим сканированием с помощью специальных устройств в двух режимах в зависимости от того, как эксплуатируется установка. Режим с записью информации – с использованием компьютера (протоколы контроля оформляются компьютером) или в режиме без записи информации в память установки – без использования компьютера (протоколы контроля оформляются вручную).
2) Загрузка роликов в установку и выгрузка годных роликов из установки – кассетная. Максимальное количество роликов в кассете составляет 15 из контролируемого подшипника. Время контроля одного комплекта роликов – не более пяти минут.
3) Количество проверяемых подшипников, информация о которых может храниться в памяти установки – не менее 400.
4) В память установки вводятся оператором и хранятся:
– заводской номер вагона;
– заводской номер проверяемого подшипника;
– параметр проверяемого ролика;
– год изготовления проверяемого подшипника;
– код предприятия-изготовителя;
– личный номер дефектоскописта;
– тип дефекта и заключение по дефекту (при браковке ролика в процессе визуального осмотра без проверки с помощью установки).
При проверке роликов в памяти установки автоматически фиксируются:
– дата и время проверки;
– уровень сигнала дефекта по отношению к пороговому значению в процентах;
– тип дефекта;
– заключение по дефекту.
5) Характеристики варианта метода ВТК деталей подшипников буксового узла представлены в таблице 1.
Таблица 1
Деталь |
Зоны контроля |
Расположение |
Размеры подлежащх выявлений |
||
Длинна, мм |
Ширина, мм |
Глубина, мм |
|||
Ролик |
Цилиндрическая |
Круговой |
По диаметру |
0,1 – 0,45 |
0,2 –0,45 |
Параллельно оси |
4 – 5,5 |
||||
Под углом 45° к оси |
6 – 8,5 |
||||
На торце под углом |
1,2 – 3 по образующей, |
– |
|||
1 Подготовка к контролю
1.1 ВТК роликов должен проводиться на рабочих местах (постах) НК, соответствующих требованиям ПР НК В.1, ПР НК В.2 и оборудованных необходимыми средствами ВТК.
При выполнении ВТК не допускается проведение каких-либо иных работ на контролируемом объекте.
1.2 Ответственность за предварительную или первичную настройку программируемых дефектоскопов (создание и корректировку настроек) возлагается на руководителя ЛНК. Ответственность за ежесменную проверку основных параметров, проведение ВТК и оформление результатов ВТК возлагается на дефектоскописта.
1.3 Подготовка к ВТК роликов включает:
1.3.1 подготовку дефектоскопа;
1.3.2 подготовку роликов к контролю.
1.4 Подготовка дефектоскопа включает в себя внешний осмотр и проверку работоспособности.
1.4.1 При внешнем осмотре проверяют целостность корпуса электронного блока, электромеханического блока, кабелей и других составных частей дефектоскопа.
1.4.2 Проверку работоспособности дефектоскопа выполняют по НО в соответствии с ЭД, в начале каждой рабочей смены, а также по решению дефектоскописта.
1.4.3 Запрещается применять НО из комплекта другого дефектоскопа.
1.4.4 НО не должны подвергаться воздействию магнитных полей намагничивающих устройств, используемых при магнитном контроле.
1.5 Подготовить автоматизированный дефектоскоп к работе для чего проверить его работоспособность:
1.5.1 Разместить установку на прочном горизонтальном основании, исключающим возможность передачи механических вибраций от другого оборудования на электромеханический блок. Ввинчивая и вывинчивая амортизаторы, которые расположены на днище электромеханического блока, установить его верхнюю поверхность строго горизонтально. Горизонтальность контролировать с помощью уровня любого типа.
1.5.2 При необходимости соединить блоки в соответствии с рисунком 1, используя комплект жгутов МКЖ 903. Соединить клемму защитного заземления (отмечена знаком  ) электронного блока с общим контуром заземления.
) электронного блока с общим контуром заземления.
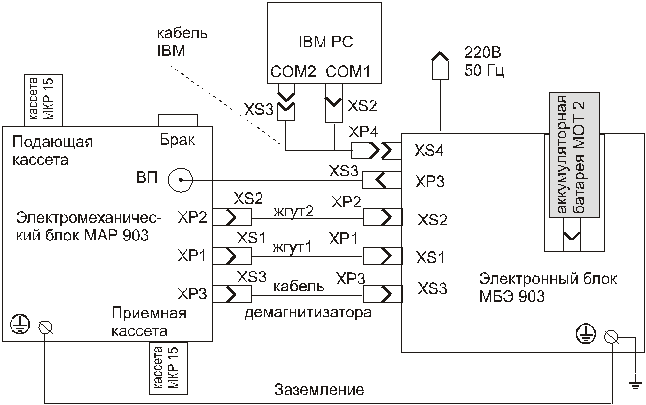
Рисунок 1 – Схема соединений блоков установки и компьютера
Запрещается во время дефектоскопирования касаться движущихся частей установки.
Не проводить контроль роликов при механических вибрациях блоков.
1.5.3 Тумблер СЕТЬ электронного блока перевести в положение Откл, а движок автоматического выключателя питания демагнитизатора установить в положение «Включено» и после этого подсоединить шнур питания к питающей сети 220 В.
Перевести тумблер СЕТЬ в положение Вкл. При этом должны светится все индикаторы источников питания и на дисплее высветиться сообщение:

Затем установка автоматически перейдет в исходное состояние, после чего появится сообщение:

Если после включения дефектоскопа на дисплее появится кратковременное предупреждение:

необходимо, не выключая питания, изъять и поставить на зарядку аккумуляторную батарею (в примере на дисплее высвечено напряжение разряженной аккумуляторной батареи 7,6 В). Заряд аккумуляторной батареи производить в соответствии с указаниями ЭД. При отсутствии соединений между блоками возможно появление на дисплее дополнительных подсказывающих надписей.
1.5.4 Установить в направляющие подающую кассету с комплектом стандартных образцов предприятия СОП-НО-903; запрещается применять СОП из комплекта другой установки, так как это приводит к пропуску дефектов и отказам в работе установки.
1.5.5 нажать кнопку РЕЖИМ +. На дисплее должны появиться текущие дата и время, например:

1.5.6 Откорректировать (при необходимости) дату и время, проделав следующие операции. Нажав кнопку >, установить маркер (мерцающее затемнение символа) в разряд десятков числа, и кнопками цифровой клавиатуры откорректировать (изменить) выделенную цифру разряда. При этом курсор передвинется в разряд единиц числа:

если корректировать цифру разряда десятков числа не нужно, нажимая кнопку >, устанавливать маркер в разряд единиц числа, десятков месяца, единиц месяца, десятков года, единиц года, десятков часов, единиц часов, десятков минут, единиц минут и кнопками цифровой клавиатуры откорректировать (при необходимости) цифры других разрядов. После коррекции единиц минут на дисплее высветятся откорректированные дата и время (курсор отсутствует):

1.5.7 нажать кнопку РЕЖИМ +. Если с начала текущих суток (с 00 часов) тестирование комплекта СОП не производилось, произойдет переход в состояние готовности к вводу технологической информации для комплекта СОП (в противном случае произойдет переход к режиму ввода технологической информации для роликов см. пп. 2.3.1-2.3.3). На дисплее высветится сообщение:

при этом в первой строке высвечиваются нули или произвольное число;
1.5.8 Нажимая кнопку >, установить маркер в разряде единиц заводского номера СОП. Если высветится произвольное число, нажимая кнопку <, обнулить все цифры.

1.5.9 Нажимая последовательно кнопки цифровой клавиатуры, ввести заводской номер комплекта СОП, начиная со старшего разряда. Например, если необходимо ввести номер 789, следует последовательно нажимать кнопки 7, 8, 9. Ошибочно набранная цифра может быть исправлена нажатием кнопки <, которая возвращает процесс набора числа на одну позицию назад. Последовательное нажатие на кнопки 7, 8, 2, <, 9 приведет к вводу числа 789. После окончания ввода номера СОП нажать кнопку > и убрать маркер с дисплея. В итоге получим сообщение:

1.5.10 нажать кнопку РЕЖИМ + и перевести дефектоскоп в состояние готовности к тестированию комплекта СОП:

на дисплее высвечивается напряжение аккумуляторной батареи 10,2 В;
1.5.11 нажав кнопку ПУСК, начать операцию тестирования комплекта СОП. При прохождении роликов через демагнитизатор проконтролировать включение демагнитизатора по возникновению характерного звука, вызванного вибрацией размагничиваемого ролика с частотой сети 50 Гц. После тестирования каждого ролика на дисплее будет появляться сообщение

в первой строке первой надписи указан номер проверяемого ролика «01», во второй строке высвечена цифра «362 %», означающая, что сигнал от данного ролика составляет 362 % от порогового значения. Если дефектоскопист забыл установить кассету с комплектом СОП, появится предупреждение

после установки СОП, если заводской номер введен верно, дефектоскоп автоматически перейдет к последовательной проверке роликов СОП. (Если заводской номер комплекта СОП введен неверно, дефектоскоп автоматически перейдет в режим ввода технологической информации для комплекта СОП. Далее нужно повторить п.п. 1.5.8-1.5.11).
1.5.12 при благоприятном окончании теста СОП на дисплее высветится заключение «ГОДЕН» (проценты могут быть иными, но обязательно более 100 %);

переход к проверке детали возможен только после положительных результатов теста (после получения заключения «ГОДЕН»).
1.5.13 при браковке комплекта СОП на дисплее высвечивается заключение «БРАК».

при этом рекомендуется:
– проверить действительно ли тестированию подвергался комплект СОП;
– проверить, не установлен ли СОП из комплекта другого дефектоскопа и повторить проверку (1.5.10-1.5.13).
При повторном заключении «БРАК» необходимо выключить питание дефектоскопа, произвести перестыковку всех соединителей и вновь произвести проверку СОП. При получении и в этом случае заключения «БРАК» дефектоскоп признать непригодным к эксплуатации с записью в журнале проверки работоспособности (Форма 1).
1.5.14 Правильное функционирование дефектоскопа и получение заключения «ГОДЕН», средство считать работоспособным, результаты проверки записать в журнал проверки работоспособности (Форма 1).
Форма 1. Форма журнала проверки работоспособности.
Дата |
Тип и заводской |
Тип и диаметр |
Тип НО (меры) |
Результаты визуального |
Фактическое значение |
Заключение о |
Подпись лица, |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* При отсутствии нарушений целостности корпуса, тумблеров, соединительных кабелей и заземления указывается: исправен. При неисправности средств НК указывается причина неисправности.
** При использовании автоматизированных установок указываются результаты тестирования установки на настроечных образцах (мерах).
1.6 Подготовка роликов подшипников буксового узла к проведению ВТК включает проверку контролепригодности:
1.6.1 Перед проведением ВТК поверхности контролируемых зон должны быть очищены от загрязнений с применением моечных машин и при необходимости с помощью безворсовой ветоши вручную.
1.6.2 Перед проведением ВТК проводят осмотр деталей с целью выявления трещин, рисок, задиров, забоин, электроожогов и других видимых дефектов. При необходимости применяют лупу.
1.6.3 Детали с обнаруженными при осмотре недопустимыми дефектами не подлежат ВТК.
2 Проведение контроля
2.1 Убедиться, что поверхности контролируемых зон очищены от загрязнений до металла.
2.2 Выполнить ВТК роликов подшипников буксового узла. В зависимости от того, как эксплуатируется установка – с использованием компьютера (протоколы контроля оформляются компьютером) или без использования компьютера (протоколы контроля оформляются вручную), необходимо работать в режиме с записью информации или в режиме без записи информации в память установки.
2.3 Порядок работы в режиме с записью информации в память установки.
2.3.1 После завершения п. 1.6.11-1.6.12 и получения заключения «ГОДЕН» нажать кнопку РЕЖИМ- и перевести установку в состояние готовности к вводу технологической информации для роликов.

2.3.2 Ввести заводской номер вагона, например, 789, как указано в пп. 1.5.7-1.5.9. Если нет необходимости делать привязку проверяемых роликов к номеру вагона, в который они входят, вместо номера вагона следует вводить нули.
Если последовательно проверяются комплекты роликов из подшипников одного вагона, заводской номер вагона вводится один раз перед проверкой первого комплекта роликов. В противном случае на каждый комплект роликов компьютером будет оформляться отдельный протокол.
2.3.3 Установить кнопкой «>» маркер в разряд единиц заводского номера подшипника,

а кнопками цифровой клавиатуры ввести заводской номер. Затем устанавливать кнопкой «>» маркер последовательно в разряды единиц параметра подшипника (в качестве параметра подшипника может вводиться любое четырехразрядное число, например, месяц и год предыдущей проверки или размер проверяемого изделия), единиц года изготовления подшипника,

единиц кода завода-изготовителя изделия, единиц личного номера дефектоскописта, и кнопками цифровой клавиатуры вводить параметр, год изготовления подшипника, код завода-изготовителя подшипника и личный номер дефектоскописта (если его надо изменить).
Запоминание информации о ролике происходит лишь в случае, когда введенный заводской номер подшипника состоит не менее, чем из двух цифр.
2.3.4 Если ролик бракуется по признакам, не требующим контроля с помощью установки МВУ-211.5, нажать кнопку ПУСК, и в соответствии с указаниями документа «Таблица кодов зон контроля и типов дефектов МКИЯ.НД-11ТбК» ввести тип дефекта, код зоны, размер и заключение о дефекте

После окончания ввода технологической информации нажать кнопку «>» и убрать маркер с дисплея, цифры после корректировки будут другими:

2.3.5 Установить в направляющие подающую кассету с комплектом роликов, подготовленных для проверки. Установить приемную кассету.
2.3.6 Нажать кнопку РЕЖИМ +, на дисплее должно появиться сообщение

2.3.7 Нажать кнопку ПУСК. Установка в автоматическом режиме начнет проверку первого ролика:

Если ролик признан годным, он поступает в приемную кассету, а на дисплее высветится сообщение (проценты могут быть иными):

Если ролик забракован, он поступает в лоток брака и сообщение будет иным:
Справа во второй строке дисплея показана длина дефекта 10 мм.
При обнаружении дефектов включается звуковая и световая сигнализация.
Таким же образом будут последовательно проконтролированы все ролики из подающей кассеты.
2.3.8 Если не введен заводской номер подшипника, на дисплее появится сообщение:

Нажать кнопку РЕЖИМ- и повторить п.п. 2.3.2, 2.3.3, 2.3.5, 2.3.6, 2.3.7.
2.3.9 Если оператором не была установлена приемная кассета, высветится указание:

Через три секунды после установки приемной кассеты установка начнет проверку роликов в автоматическом режиме. Если ролик не вышел из подающей кассеты, появится сообщение:

2.3.10 После устранения причин задержки проверки, нажать кнопку РЕЖИМ-. На дисплее должно появиться сообщение:
Вновь нажать кнопку ПУСК. Установка вернется к выполнению п. 2.3.7.
Если все ролики будут признаны годными, высветится итоговое сообщение:

о том, что проверено 14 роликов, все 14 признаны годными. Замена мигающего двоеточия «:» на букву «р» означает, что память электронного блока частично заполнена информацией. Если часть роликов будет забракована, высветится другое сообщение:

которое свидетельствует о том, что два ролика из 14 забракованы.
Нажать кнопку РЕЖИМ- (при этом произойдет запись результатов проверки в память дефектоскопа) и перейти к проверке очередного комплекта роликов.
ВНИМАНИЕ! При заполнении ОЗУ на дисплее вместо мигающего символа «р» появится символ «z».

Это означает, что контроль невозможен и необходимо сбросить информацию из ОЗУ в компьютер. Если этого не сделать и попытаться Вихретоковый контроль роликов 25 из 38 ввести технологическую информацию для нового ролика (вагона)
установка напомнит о том, что запоминание информации невозможно последующий контроль будет происходить без записи информации в память:

Необходимо передать информацию в компьютер и провести тестирование памяти (см. п. 2.5).
2.3.11 Детали, признанные годными, поместить в место для годных деталей.
2.4 Порядок работы в режиме без записи информации в память дефектоскопа.
2.4.1 После завершения п. 1.5.11-1.5.12 и получения заключения «ГОДЕН» нажать кнопку ПУСК, на дисплее должно появиться сообщение о готовности к поверке роликов:
2.4.2 Нажать кнопку ПУСК. На дисплее высветится сообщение

2.4.3 Вновь нажать кнопку ПУСК. Установка в автоматическом режиме начнет проверку первого ролика
Если ролик признан годным, он поступает в приемную кассету, а на дисплее высветится сообщение (проценты могут быть иными):

Если ролик забракован, он поступает в лоток брака и сообщение будет иным:
Справа во второй строке показана длина дефекта 10 мм.
При обнаружении дефектов включается звуковая и световая сигнализация.
Таким же образом будут последовательно проконтролированы остальные ролики.
2.4.4 Если не была установлена приемная кассета, высветится указание:
После установки приемной кассеты установка начнет проверку роликов в автоматическом режиме. Если ролик не вышел из подающей кассеты, появиться сообщение:
2.4.5 Заполнить подающую кассету роликами, и нажать кнопку ПУСК. Установка вернется к выполнению п. 2.4.3.
Если все ролики будут признаны годными, высветится итоговое сообщение:

Если некоторые ролики будут признаны негодными, высветится другое сообщение:

которое свидетельствует о том, что два ролика из 14 забракованы.
2.4.6 Перейти к проверке очередного комплекта роликов, заменив кассеты и нажав кнопку ПУСК.
2.4.7 Детали, признанные годными, поместить в место для годных деталей.
2.5 Передача информации на компьютер и тестирование памяти
2.5.1 Выключить питание блоков установки.
2.5.2 Подключить установку к компьютеру через преобразователь интерфейса МПИ 40. При отсутствии преобразователя интерфейса отсоединить электронный блок от электромеханического, перенести электронный блок к компьютеру и соединить их между собой, используя кабель, входящий в комплект дефектоскопа. Включить компьютер и электронный блок. Поскольку при подключении к компьютеру электронный блок отсоединяется от электромеханического, на дисплее высвечивается надпись «НЕ ГОТОВ». (Это не препятствует передаче данных в компьютер.)
Подготовить компьютер в соответствии РЭ дефектоскопа к приему информации от электронного блока.
2.5.3 Два раза нажать кнопку РЕЖИМ- и перейти в состояние готовности к передаче информации на компьютер, которому соответствует следующее сообщение:

Нажать цифровую кнопку 1, при этом на дисплее высветятся на некоторое время последовательно друг за другом следующие сообщения:


Это означает, что началась передача в компьютер результатов текущей проверки. При необходимости передать на компьютер результаты n проверок (n ≤ 7), следует нажимать соответствующую цифру.
Если передача информации закончится успешно, на дисплее высветится сообщение:

2.5.4 После передачи информации на компьютер, можно удалить эту информацию из памяти электронного блока, для чего нажать кнопку РЕЖИМ + и перейти к тестированию памяти. При тестировании памяти высвечивается предупреждение:

2.5.5 После того как будет нажата кнопка ПУСК, информация из памяти электронного блока будет стерта. При этом высветится заставка:
Информацию из памяти электронного блока можно не стирать. В этом случае ее можно вывести на компьютер повторно.
2.5.6 После окончания работы выключить установку, переведя тумблер СЕТЬ в положение Откл.
2.5.7 Руководствуясь РЭ, обработать результаты контроля роликов.
2.6 Измерение напряжений батарей
2.6.1 Измерение напряжения батарей производить в режиме (п. 2.3.6) проверки роликов. Нажать и удерживать кнопку 1. Появится информация о напряжении литиевой батареи:

Если напряжение батареи менее 2,5 В, установку следует направить в ремонт.
2.6.2 При повторном нажатии и удерживании кнопки 1 на дисплее высветится напряжение аккумуляторной батареи. Напряжение большее, чем 8,5 В (в примере нормальное напряжение 10,2 В), высветится следующим образом:

Напряжение меньшее, чем 8,5 В, высветится по другому:

В последнем случае аккумуляторную батарею следует направить на зарядку.
2.7 Выполнить повторный контроль забракованных роликов в режиме повторной выбраковки.
Порядок ВТК роликов в режиме повторной выбраковки роликов.
Повторной выбраковке подвергаются ранее забракованные ролики, для уменьшения перебраковки ремонтопригодных роликов.
При контроле роликов бывших в эксплуатации, процент забракованных роликов оказывается неприемлемо большим. Причиной этому могут быть вмятины, забоины, ползуны, структурные неоднородности металла роликов, микротрещины в закалочном слое, невидимые невооруженным глазом и др. Чтобы исключить необоснованную браковку, необходимо забракованные ролики проконтроливать визуально, и, при отсутствии видимых дефектов, подвергнуть повторной выбраковке.
2.7.1 После выполнения п. 2.4.1 и получения сообщения:

установить в направляющие подающую кассету с комплектом роликов, подготовленных для повторной выбраковки. Установить приемную кассету.
2.7.2 Нажать кнопку « < », и получить на дисплее сообщение «ОТБОР РОЛИКОВ». Кнопками цифровой клавиатуры установить значение порога (значение порога может быть установлено в пределах от 100 до 250 %), определенного опытным путем специалистом, ответственным за неразрушающий контроль на ремонтном предприятии.

В примере в первой строке показано установленное значение порога 150 %, (маркер показан в разряде единиц).
2.7.3 Нажать кнопку ПУСК. Установка в автоматическом режиме начнет контроль и разбраковку первого ролика:

Если первый ролик признан условно годным (в примере показан сигнал от дефекта величиной 128 % при пороге 150 %),

он поступает в приемную кассету.
Если второй ролик забракован (в примере показан сигнал от дефекта 180 % при установленном пороге в 150 %)

он поступает в лоток брака.
Таким же образом будут проконтролированы остальные ролики.
2.7.4 Остальные пункты разбраковки соответствуют пунктам 2.4.4-2.4.6.
3 Оценка качества
3.1 Оценку качества деталей и оформление результатов контроля выполняет дефектоскопист, сертифицированный на уровень квалификации не ниже второго по ВТК.
3.2 Результаты ВТК роликов оценивать по заключению, которое выдает установка.
3.3 Признаком обнаружения дефекта роликов является автоматическая браковка роликов в режиме повторной выбраковки.
4 Оформление результатов контроля
4.1 Результаты ВТК деталей регистрируют в рабочем журнале до конца смены. Рекомендуемая форма журнала регистрации результатов ВТК деталей приведена в Форме 2.
4.2 При использовании средств ВТК, обеспечивающих возможность регистрации результатов контроля, протоколы контроля забракованных деталей передавать в персональный компьютер в соответствии с ЭД дефектоскопа п. 2.5.
4.3 Журнал регистрации результатов ВТК деталей хранить не менее 5 лет.
Форма 2. Рекомендуемая форма журнала регистрации результатов ВТК неномерных деталей
Дата |
Тип и |
Наименование |
||||
Количество |
Количество |
Количество |
Подпись |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|